商机详情 -
宿迁机器人点焊生产线管理系统
根据消费者需求进行机器人点焊生产线的设计可以参考以下步骤:设计合理的布局结合生产场地的空间大小和形状,规划生产线的布局,确保物料流动顺畅,减少运输时间和成本。考虑操作人员的工作便利性和安全性,合理安排机器人、工装夹具、焊接电源等设备的位置。定制工装夹具根据产品的形状和尺寸,设计的工装夹具,确保产品在焊接过程中的定位准确、夹紧牢固。工装夹具应易于更换和调整,以适应不同产品的生产需求。配置高效的控制系统选用先进的控制系统,实现对机器人、焊接电源、送丝机构等设备的精确控制和协同运作。开发易于操作和监控的人机界面,方便操作人员进行参数设置、生产调度和故障诊断。机器人点焊技术的引入,提升了企业的市场竞争力。宿迁机器人点焊生产线管理系统

机器人点焊生产线具有多项明显优势。首先,自动化程度高,能够实现24小时不间断生产,大幅度提高了生产效率。其次,机器人焊接的精度和一致性远超人工焊接,能够有效降低焊接缺陷率,提升产品质量。此外,机器人点焊还可以减少工人的劳动强度,降低工伤风险,提高工作环境的安全性。再者,机器人系统的灵活性使其能够快速适应不同的生产需求,支持小批量、多品种的生产模式,满足市场的快速变化。蕞后,随着技术的不断进步,机器人点焊的成本逐渐降低,使得更多企业能够负担得起这一先进的生产方式。机器人点焊生产线上下料机器人焊接系统可根据需求灵活调整,适应不同产品。

根据消费者需求进行机器人点焊生产线的设计可以参考以下步骤:深入的需求调研与消费者进行充分沟通,了解其生产的产品类型、规格、材质等详细信息。询问其预期的生产效率、质量标准、成本预算以及对生产线灵活性和扩展性的要求。确定生产工艺根据产品特点和消费者的质量要求,选择合适的点焊工艺方法和参数。考虑使用先进的焊接技术和材料,以提高焊接质量和效率。选择合适的机器人型号根据生产规模和效率需求,挑选具有足够自由度、负载能力和工作范围的机器人。考虑机器人的精度、速度和稳定性等性能指标,以满足消费者对高质量和高效率的期望。
生产线布局和优化:多机器人协同:设计多工位多机器人的复杂任务分配、调度和规划问题,以提高生产效率和灵活性。自动化控制系统:控制系统是实现生产线焊接作业自动化控制的重要基础,系统硬件组态设计是首要环节。仿真软件应用:引入ROBCAD等机器人离线仿真软件,利用3D图形设计焊接生产线仿真系统和控制系统,优化工业机器人焊接生产线的不同工艺划分和不同结构布局。自动化控制系统的实现:精确控制参数:通过自动化控制系统实现电流大小、焊接时间等参数的精确控制,从而实现焊接过程的全自动化。智能化技术:采用免示教智能焊接技术,通过信息获取、知识表示、推理与决策、执行与反馈四个流程,实现焊接过程的精确可靠。机器人焊接系统可实现多种焊接模式,灵活多变。
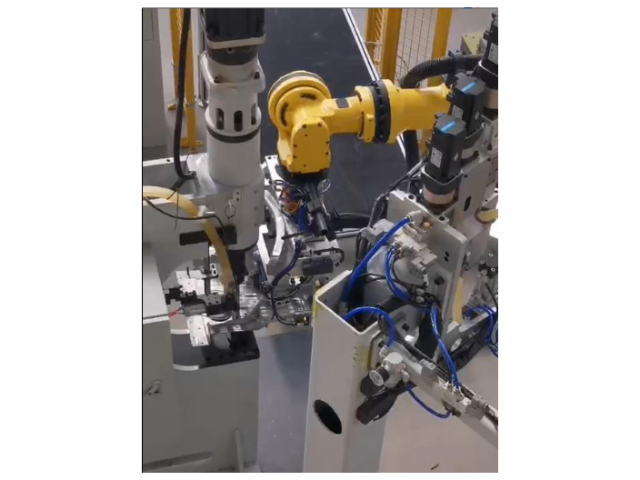
生产线上的机器人具备多轴联动功能,能够实现复杂空间轨迹的焊接作业。无论是大型结构件还是精密小部件,帝木的机器人点焊生产线都能提供灵活的焊接方案,满足多样化的生产需求。帝木自动化的点焊生产线实现了从原料装载、焊接、到成品卸载的全自动化生产流程。减少了人工干预,提高了生产效率,同时降低了生产成本,使企业在激烈的市场竞争中保持优势。生产线集成了智能监控系统,能够实时监控焊接过程和设备状态。通过数据分析和故障诊断,及时发现并解决问题,确保生产线的稳定运行,保障生产安全。机器人点焊系统可实现24小时不间断生产,提升产能。上海机器人点焊生产线检测
采用模块化设计,便于生产线的扩展和维护。宿迁机器人点焊生产线管理系统
后处理段是机器人点焊生产线的一个重要工作段。在这个段落中,焊接完成的产品经过清洁、抛光、涂层等处理,以提高外观和保护产品。后处理段还可以包括对产品进行标记、包装和装运准备的工作。这个段落的目标是确保产品的终质量和外观符合客户的要求。维护和保养段是机器人点焊生产线的一个工作段。在这个段落中,机器人和设备进行定期维护和保养,以确保其正常运行和长期稳定性。这包括清洁、润滑、更换磨损部件等工作。维护和保养段的目标是延长设备的使用寿命,减少故障和停机时间,提高生产线的可靠性和效率。宿迁机器人点焊生产线管理系统