商机详情 -
浙江数字火花探测器联系
AMP-119D饲料行业火花拦截系统针对饲料生产中粉尘多、物料易结块的特点优化设计,技术上采用双通道红外探测阵列,可360°监测饲料输送管道内的火花,探测角度覆盖管道直径≤300mm的场景,搭配粉尘浓度自适应算法,当饲料粉尘浓度超过15g/m³时自动提升探测灵敏度,避免因粉尘遮挡导致漏检。系统的灭火拦截装置采用雾化水喷射设计,既保证扑灭火花,又避免过多水分影响饲料含水率(含水率波动在±0.5%内),同时配备防堵塞喷嘴,通过定时反向冲洗防止饲料残渣堆积。销售端,该系统符合《饲料生产企业安全规范》要求,已服务百余家规模化饲料企业,某猪饲料厂商使用后,成功拦截因粉碎机轴承磨损产生的火花17次,避免厂房粉尘爆燃问题;设备质保期长达18个月,厂家提供7×24小时远程技术支持,故障响应时间≤2小时,帮助企业减少因设备故障导致的生产中断。 三合一系统带云平台,多厂数据集中管,便决策,详情联系李经理。浙江数字火花探测器联系
主要在于其依托“防燃防爆联合实验室”构建的技术壁垒——该实验室由安普与扬州大学信息技术院联合成立,配备模拟纺织前纺多仓混棉、木材砂光粉尘管道等12种真实工况的测试平台,可复现温度-20℃至80℃、湿度15%-90%、粉尘浓度0-60g/m³的极端环境,为产品研发提供精细数据支撑。实验室研发的“AI火花预测模型”,基于5000+纺织、木材行业的真实火情数据训练,能通过分析设备运行参数(如电机转速、物料湿度、管道压力),提前1-3秒预判火花产生问题,目前已应用于AMP系列升级产品,使设备的“预警-处置”闭环时间再缩短100ms。在技术转化层面,实验室主导或参与制定了《纺织工厂金属与火花探测排除系统技术要求》《木材加工粉尘管道火花拦截装置通用规范》等8项行业标准,拥有32项发明**,其中“基于红外光谱的多物料火花识别算法”获2023年江苏省科技进步三等奖。这些技术优势直接转化为客户价值:某广东纺织集团采用搭载AI预测模型的AMP-2000设备后,清梳联工序的“被动灭火”转化为“主动防止”,2024年上半年潜在火情发生率下降70%。销售过程中,安普科技会向客户开放实验室工况测试视频,让客户直观看到产品在极端环境下的性能,这种“用数据说话”的方式。 福建温度探测器联系金属探测器抗电磁干扰,电子厂用,PCB 板微屑全检出,详情联系李经理。

纺织滤尘管道智能监测系统针对纺织厂滤尘系统的高风险区域(如滤袋前端、风机入口)设计,技术上采用边缘计算与云端分析结合的架构,可实时处理1000+台探测器的数据流。其AI算法通过分析历史报警数据,可预测设备故障概率并生成维护工单,例如提前预警传感器污染或电路老化问题。系统支持数字孪生建模,可模拟火花扩散路径并预测火情发展,将预警时间提前至火花产生前秒。更创新的是,设备内置联邦学习框架,可跨厂区共享数据而不泄露生产机密,某纺织集团通过该技术将模型迭代周期从3个月缩短至2周,提升整体安全防护能力。销售方面,该系统支持手机APP、电脑网页端远程操控,管理人员可实时查看探测器状态、历史报警记录及灭火事件数据。通过与MES系统深度集成,平台能将安全数据与生产流程绑定,例如金属污染事件自动关联原料批次,帮助企业建立质量追溯体系。某大型纺织园区部署后,成功将一次滤尘管道火情控制在初始阶段,减少直接经济损失超10万元。平台提供定制化开发服务,可根据企业需求增加预警阈值、报表模板等功能,年费模式降低初期成本。
对于化纤原料(高静电、低湿度),设备切换 “化纤模式”:内置静电消除模块(离子风嘴风速 5m/s),实时中和化纤摩擦产生的静电(静电电压从 5000V 降至 500V 以下),避免静电干扰金属信号;同时调整高频段(100kHz)采样频率至 2000 次 / 秒,捕捉高速流动的化纤纤维中夹带的细小组分(如直径 0.8mm 的不锈钢碎屑)。为确保长期检测精度,设备采用三级校准体系:出厂前在标准测试台(含铁、铜、不锈钢标准试块)进行全量程校准,精度达 ±0.5%;现场使用时,用户可通过触摸屏一键启动 “零点校准”(耗时<2 分钟),自动补偿环境变化导致的偏差;每季度通过安普云平台进行 “远程精度核验”,工程师根据云端数据微调参数,某江苏化纤厂通过该校准体系,设备连续运行 18 个月,检测精度波动始终控制在 ±1.2% 以内。金火探设备带防腐蚀壳,海边工厂用,耐盐雾,寿命长,详情联系李经理。

纺织滤尘车间属于20区粉尘危险环境,防爆设备不过关根本拿不到生产认证——山东某棉纺厂2022年因用的传统隔爆型探测器体积大、安装难,防爆验收没通过,被责令停产整改,每天损失产值20万元。安普金属火花探测器的ExiaⅡCT6本质安全设计,帮他们1个月就通过验收:体积只有传统设备的1/3,直接嵌入Φ300mm的滤尘管道,不用改管道结构,安装成本省了2万元;而且响应时间≤25ms,检测到火花100ms内就能联动灭火,在应急管理部门的测试中,成功扑灭管道内棉尘火情,灭火成功率100%。投产后的效果更明显:之前车间每月至少有1次“粉尘反光误报”,导致停机1小时,现在用多光谱融合技术,误报降至每月0次,生产效率提升5%;加上设备的防静电涂层,杜绝了粉尘摩擦静电,全年没发生一起安全问题,保费从年缴15万元降至9万元,5年省30万元。现在该厂不*自己全车间换装,还成了当地应急管理部门的“防爆示范案例”,周边5家纺织厂都来参观学习,其中3家已经采购了安普设备。 鹰眼探测器带小巧设计,生产线嵌入易,不占空间,详情联系李经理。北京矿业金属探测器厂家供应
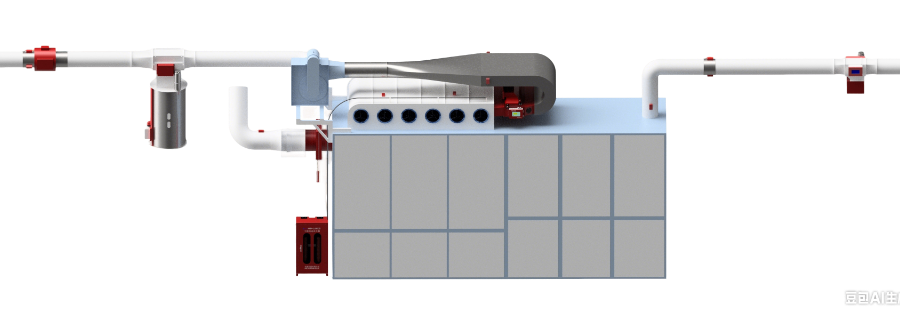
火花探测器带压力传感,多仓混棉用,仓压异常自动处置,详情联系李经理。浙江数字火花探测器联系
安普科技AMP-119D・MF多仓火花拦截熄灭系统专为纺织前纺多仓混棉工序设计,技术上采用“一仓一控”分布式架构,单台主机可同步管理8个仓室的火花监测与灭火。其红外探头采用阵列式布局,能360°无死角捕捉直径≥的火花,并通过动态轨迹分析技术区分正常工艺火花与异常摩擦火花。设备内置压力传感器,当仓内气压波动超过阈值时,自动启动氮气灭火系统,防止粉尘爆燃。更创新的是,系统支持与多仓混棉机的PLC系统深度联动,例如在检测到火花后秒内关闭相邻仓室的进料阀门,形成物理隔离屏障,同时通过OPCUA协议向MES系统上传事件数据,帮助企业建立质量追溯体系。销售层面,该产品通过ATEX防爆认证(ExdbIICT6Gb)和GB粉尘防爆标准,适配10-150cm管径的混棉管道。某大型纺织集团部署后,多仓混棉工序的火灾问题率从次/月降至0,年减少保费用支出超30万元。设备提供“设备+安装+培训”一站式服务,平均交付周期15天,且支持模块化扩展,可根据企业产能逐步增加仓室管理数量,降低初期成本。 浙江数字火花探测器联系