商机详情 -
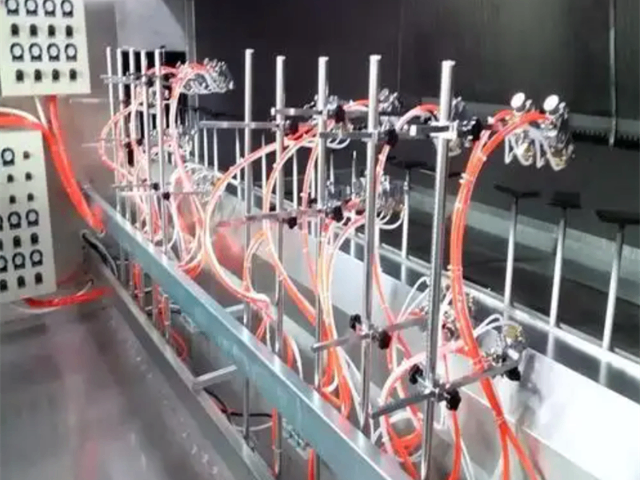
青海机器人自动喷涂线加工厂
随着环保法规升级,苏州闽诚锦业已开始测试水性钢琴漆工艺,VOC排放可降低70%。同时,其研发的ATO光热法湿膜测厚系统,基于脉冲加热与红外测温技术,可在湿膜状态下实时预测干膜厚度,兼容多种基材与涂层类型,全程无损伤检测。这种技术突破,使某医药设备项目的涂层微生物残留量低于0.1CFU/cm²,助力客户通过FDA认证,打开国际市场。未来,随着智能传感技术和新型涂料的突破,自动喷涂线将向更高精度、更环保的方向演进。苏州闽诚锦业通过构建数字化管理体系,将产品不良率控制在0.3%以下,为汽车电子、航空航天等领域提供了高可靠性表面处理解决方案。在这场品质变革中,自动喷涂线正以技术为刃,切割开传统制造的效率与质量瓶颈,带领行业迈向智能化、绿色化的新纪元。先进的自动喷涂线技术,为企业实现绿色生产与可持续发展做出了贡献。青海机器人自动喷涂线加工厂

苏州闽诚锦业的技术革新正在重塑喷涂行业生态。其开发的“智能喷涂云平台”已接入全国300余条生产线,通过收集超10万组生产数据,构建了涂料性能、工艺参数与涂层质量的关联模型,为企业提供“数据诊断-方案优化-效果验证”的全流程服务。在某涂料企业的合作中,云平台分析发现其某款水性涂料在低温环境下易出现颗粒团聚,导致涂层粗糙度超标;基于此,苏州闽诚锦业为其定制了“预加热+分级雾化”工艺方案,使该涂料在5℃环境下的喷涂均匀度达到油性涂料水平,助力客户打开北方市场。浙江静电自动喷涂线哪家好在自动喷涂线的应用中,如何减少涂料浪费是提升经济效益的重要课题。
检测区是自动喷涂线确保产品质量的主要环节,如同一位严苛的 “质量卫士”,对每一个完成喷涂的汽车零件进行的质量检测。此区域配备了先进的自动检测系统,其中视觉识别技术发挥着关键作用。通过高分辨率的摄像头和专业的图像分析软件,系统能够对零件的涂层厚度进行精确测量,确保其符合生产标准;同时,对涂层的色差进行细致比对,不放过任何细微的颜色偏差;还能敏锐地识别涂层表面是否存在诸如气泡、颗粒、流挂等缺陷。一旦检测到零件存在质量问题,系统会立即发出警报,并将相关信息反馈给操作人员,以便及时进行处理,有效避免不合格产品流入下一环节,保障了产品质量的稳定性和一致性。
复杂曲面工件的喷涂是行业痛点,传统方式因轨迹控制粗放,常导致边缘露底、涂层堆积。苏州闽诚锦业开发的6轴喷涂机器人与视觉定位系统,通过激光测距反馈实时修正Z轴位置,距工件距离偏差控制在±5mm以内。在汽车音响外壳钢琴漆喷涂项目中,系统针对90°折角区域,编程时速度降低至300mm/s,出漆量增加20%,结合超声波清洗模块去除注塑残留的0.1-0.3mm微孔内脱模剂,使折角处涂层厚度均匀性提升35%。针对多层涂层体系,苏州闽诚锦业建立“温度-时间-膜厚”三维固化模型。当清漆厚度超过50μm时,系统自动延长5分钟固化时间,避免因固化不足导致的橘皮纹。这种参数协同优化模式,使某新能源汽车电池隔膜项目的涂层表面粗糙度Ra稳定在0.18μm以下,光泽度达96°,远超传统手工喷涂的Ra≥0.8μm、光泽度≤85°标准。自动喷涂线在高峰期也能高效完成喷涂任务。

在涂料供应端,其自主研发的齿轮泵采用纳米级密封技术,可将涂料流量波动控制在±0.5%以内,避免因供料不稳导致的涂层厚薄差异;喷涂执行端,高精度喷枪配备自适应雾化盘,能根据涂料粘度自动调整雾化压力,确保粉末颗粒直径均匀分布在20-50μm区间,为均匀覆盖奠定基础;环境控制端,生产线集成温湿度调节系统与空气净化装置,将喷涂区温度稳定在25±1℃、湿度控制在55±5%RH,消除在某家电企业的冰箱外壳喷涂项目中,传统生产线因夏季湿度波动导致涂层流挂率高达15%;而引入苏州闽诚锦业的全链路控制系统后,环境参数实时调控使流挂率降至0.3%,单线年节约返工成本超200万元。这一实践表明,硬件系统的协同升级是保障喷涂均匀度的物质基础。经自动喷涂线加工的产品,耐溶剂性能十分优异。贵州专业自动喷涂线
自动喷涂线以快速喷涂适应多变市场需求。青海机器人自动喷涂线加工厂
苏州闽诚锦业的重要竞争力在于其“三维建模-轨迹规划-实时反馈”的闭环控制体系。以汽车轮毂喷涂项目为例,系统通过高精度摄像头扫描工件表面,生成毫米级精度的三维模型;AI算法根据模型曲率自动规划喷枪运动轨迹,确保复杂曲面(如轮毂边缘)的喷涂距离恒定;激光测厚仪实时监测涂层厚度,若偏差超过阈值,系统立即调整喷枪压力与涂料流量。这种“先建模、后喷涂、边喷边调”的模式,彻底颠覆了传统工艺中“凭经验、靠目测”的粗放操作。在某新能源汽车品牌的中控台喷涂项目中,传统工艺需分3次喷涂才能达到质量要求,且良品率只82%;而采用苏州闽诚锦业的智能喷涂线后,单次喷涂即可实现涂层厚度均匀性达98%,百格测试通过率提升至99.5%,单线产能从每小时120件跃升至280件。这一案例印证了参数精控技术对涂层稳定性的变革性提升。青海机器人自动喷涂线加工厂