商机详情 -
江苏特种设备疲劳分析方案费用
ASMEVIII-2是国际公认的压力容器分析设计**标准,其**在于设计-by-analysis(分析设计)理念。与VIII-1的规则设计不同,VIII-2允许通过详细应力分析降低安全系数(如材料许用应力系数从)。规范第4部分规定了弹性应力分析法(SCM),要求对一次总体薄膜应力(Pm)限制在,一次局部薄膜应力(PL)不超过,而一次加二次应力(PL+Pb+Q)需满足3Sm的极限。第5部分则引入塑性失效准则,允许采用极限载荷法(LimitLoad)或弹塑性分析法(Elastic-Plastic),例如通过非线性FEA验证容器在。典型应用案例包括核级容器设计,需额外满足附录5-F的抗震分析要求。EN13445-3的直接路径(DirectRoute)提供了与ASMEVIII-2类似的分析设计方法,但其独特之处在于采用等效线性化应力法(EquivalentLinearizedStress)。规范要求将有限元计算结果沿厚度方向线性化,并区分薄膜应力(σm)、弯曲应力(σb)和峰值应力(σp)。对于循环载荷,需按照附录B进行疲劳评估,使用修正的Goodman图考虑平均应力影响。与ASME的***差异在于:EN标准对焊接接头系数(JointEfficiency)的取值更严格,要求基于无损检测等级(如Class1需100%RT)动态调整。例如,某欧盟承压设备制造商在转化ASME设计时。 常规设计方法成熟,分析设计深入细节。江苏特种设备疲劳分析方案费用
当前,大量中小压力容器企业仍聚集在中低端市场,进行着基于标准图纸和成熟工艺的“来料加工”式生产,产品同质化严重,利润空间被持续压缩。****的上升空间在于突破这片红海,向高技术壁垒、高附加值的**制造领域进军。这要求企业不再**是制造商,而是成为拥有**设计与分析能力的解决方案提供商。**市场的典型**包括但不限于:大型核电机组的关键设备,如核反应堆压力容器、稳压器、蒸汽发生器,这些设备对材料、焊接、无损检测的要求达到了工业制造的***,准入资质极高,但一旦突破,将建立极高的技术和品牌护城河。新型能源领域的**装备,如百兆瓦级压缩空气储能系统的大型压力容器、氢能产业的各类高压储氢容器(尤其是面向未来的IV型全复合材料气瓶)以及液氢储运设备,这些领域处于爆发前夜,技术尚未完全标准化,抢先布局者将制定行业标准。**化工材料反应器,如用于生产**聚烯烃的大型环管反应器、超临界反应器等,这些设备工艺特殊、结构复杂,需要与工艺包提供商深度合作,进行联合设计与开发。迈向**制造,意味着企业需要持续投入研发,积累特殊材料焊接工艺、复杂应力分析、极端条件密封等Know-how。 甘肃快开门设备分析设计有限元分析是压力容器分析设计中不可或缺的技术手段。
深海快速接头的结构设计与材料选择,深海环境模拟试验装置的快速接头需承受**(可达60MPa以上)、低温(2~4℃)及腐蚀性介质(如海水)的复合作用。典型结构采用双瓣式卡箍锁紧机构,由钛合金(Ti-6Al-4VELI)或镍基合金(Inconel625)制成,具有以下特点:密封形式:金属对金属密封(如锥面-球面配合)配合O型圈(氟橡胶或聚四氟乙烯包覆),确保在5000米水深下泄漏率<1×10⁻⁶cc/s。锁紧机制:液压驱动或手动旋转锁环(1/8转即可完成锁紧),锁紧力通过有限元优化设计,避免局部应力超过材料屈服强度。防腐蚀处理:表面采用等离子喷涂Al₂O₃涂层或阴极保护(牺牲阳极)。某国产化接头在模拟4500米环境的压力舱中通过2000次插拔循环测试,密封性能仍满足ISO13628-7标准。
压力平衡式传感器模块的精度保持水深测量或环境监测传感器的关键技术:压力平衡膜:316L不锈钢薄膜(厚度)与硅油填充,线性误差<。温度补偿:内置Pt1000电阻与算法修正,温漂<℃。抗干扰设计:电磁**(Mu金属外壳)与振动隔离(**阻尼器)。某CTD(温盐深)传感器在4000米实测中,盐度测量误差<PSU。耐压电缆与水下接插件的机械防护深海电缆需解决:抗拉强度:芳纶纤维增强(破断力>50kN)与铜芯镀金(电阻<Ω/100m)。接头防水:双O型圈+凝胶填充(聚氨酯树脂),IP68防护等级。弯曲半径:优化铠装层绞合角度,最小弯曲半径≤8倍外径。某海底观测网电缆在2000米海试中承受10年预期寿命验证。模块化机械手的深海适应性与动力传输作业机械手的**配件:关节密封:磁性流体密封(耐压60MPa)替代传统唇封,摩擦扭矩降低70%。液压动力:海水液压系统(过滤精度≤10μm)与伺服阀(频响>50Hz)。末端工具:快换接口(ISO16030标准),支持钻探、切割等多功能切换。某科考机械手在热液喷口成功完成硫化物采样。 常规按标准选材,分析靠计算验证。
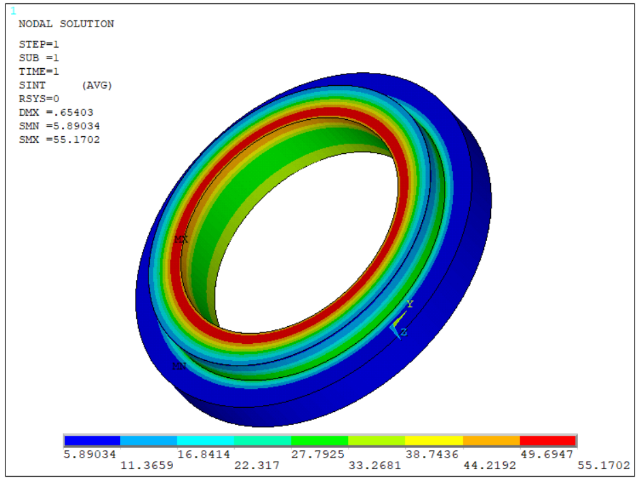
高温蠕变分析与时间相关失效当工作温度超过材料蠕变起始温度(碳钢>375℃,不锈钢>425℃),需进行蠕变评估:本构模型:Norton方程(ε̇=Aσ^n)描述稳态蠕变率,时间硬化模型处理瞬态阶段;多轴效应:用等效应力(如VonMises)修正单轴数据,Larson-Miller参数预测断裂时间;设计寿命:通常按100,000小时蠕变应变率<1%或断裂应力≥。某电站锅炉汽包(,540℃)分析显示,10万小时后蠕变损伤为,需在运行5年后进行剩余寿命评估。局部结构优化与应力集中控制典型优化案例包括:开孔补强:FEA对比等面积法(CodeCase2695)与压力面积法,显示后者可减重20%;过渡结构:锥壳大端过渡区采用反圆弧设计(r≥),应力集中系数从;焊接细节:对接焊缝余高控制在1mm内,角焊缝焊趾处打磨可降低疲劳应力幅30%。某航天燃料储罐通过拓扑优化使整体重量降低18%,同时通过爆破试验验证。基于弹性应力分类法,区分一次、二次及峰值应力,确保结构安全。江苏特种设备疲劳分析方案费用
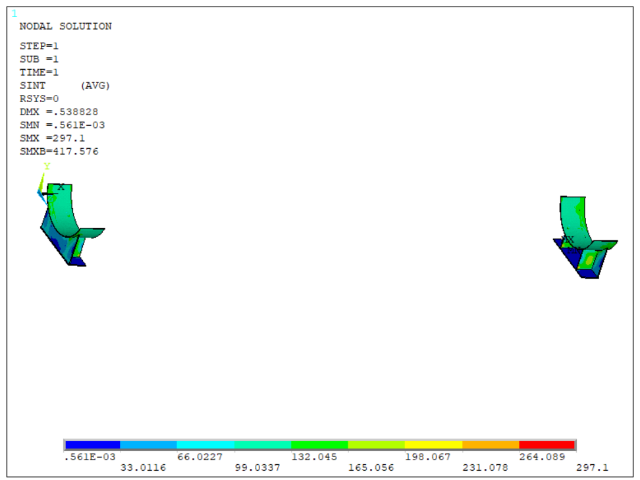
弹塑性分析可以更真实地反映材料在极限载荷下的行为。江苏特种设备疲劳分析方案费用
开孔补强设计与局部应力开孔(如接管、人孔)会削弱壳体强度,需通过补强**承载能力。常规设计允许采用等面积补强法:在补强范围内,补强金属截面积≥开孔移除的承压面积。补强方式包括:整体补强:增加壳体壁厚或采用厚壁接管;补强圈:焊接于开孔周围(需设置通气孔);嵌入式结构:如整体锻件接管。需注意补强区域宽度限制(通常取),且优先采用整体补强(避免补强圈引起的焊接残余应力)。**容器或频繁交变载荷场合建议采用应力分析法验证。焊接接头设计与工艺**焊接是压力容器制造的关键环节,接头设计需符合以下原则:接头类型:A类(纵向接头)需100%射线检测(RT),B类(环向接头)抽检比例按容器等级;坡口形式:V型坡口用于薄板,U型坡口用于厚板以减少焊材用量;焊接工艺评定(WPS/PQR):按NB/T47014执行,覆盖所有母材与焊材组合;残余应力**:通过焊后热处理(PWHT)**应力,碳钢通常加热至600~650℃。此外,角焊缝喉部厚度需满足剪切强度要求,且禁止在主要受压元件上使用搭接接头。 江苏特种设备疲劳分析方案费用