商机详情 -
稀土注塑磁转子批发
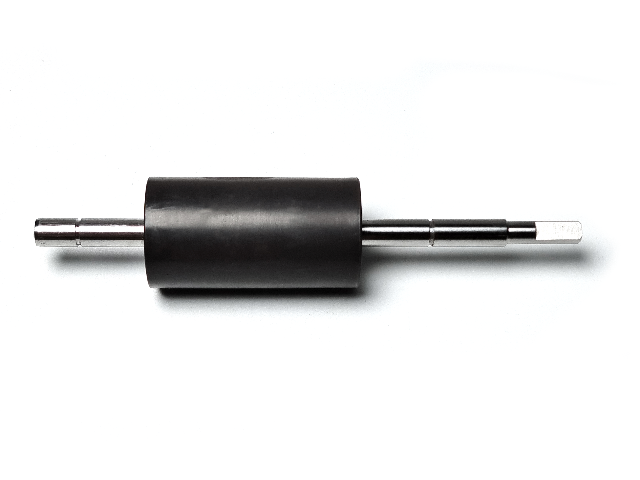
电机注塑磁转子是通过注塑工艺,将磁性粉末与高分子基体复合成型的电机重心转动部件,主要安装于电机内部,承担电能向机械能转化的关键角色。其工作原理是利用自身磁性形成稳定磁场,与定子线圈产生的磁场相互作用生成转矩,驱动电机运转,进而带动风扇、滚筒等设备部件工作,是决定电机动力、效率与体积的重心要素。该部件普遍应用于小型永磁直流电机、步进电机、无刷直流电机等,覆盖多领域场景:家电中,风扇、洗衣机、微波炉的电机依赖其传递动力;汽车电子里,车窗升降、雨刮器电机需其保障稳定运转;消费电子领域,手机震动、蓝牙耳机发声电机也离不开它,是各类小型电机实现功能的基础支撑。注塑磁磁环以环形结构为基础,通过注塑工艺将磁粉与塑料基体充分融合成型。稀土注塑磁转子批发

电机注塑磁转子的使用维护需关注四点,以保障性能与寿命。一是控制温度:尼龙基体转子长期耐温≤100℃,PPS基体≤200℃,需避免电机过载发烫,超温时立即停机,防止基体软化、磁粉退磁。二是防冲击振动:虽有韧性,但摔落、碰撞可能导致转子开裂、磁极错位,引发电机异响,需确保电机安装稳固,避免外力冲击。三是保持清洁干燥:灰尘、油污会增加转动阻力,水分可能腐蚀部件,需定期清理电机散热孔,检查洗衣机等设备的密封,防止进水。四是故障处理:若电机卡顿、噪音大、转速降,可能是转子损坏,需停止使用,由专业人员拆解检查,更换时需匹配轴径、磁极数量等参数,避免自行更换导致电机故障。轴承组装注塑钕铁硼供应商转子注塑磁的产业价值正逐渐凸显。

转子注塑磁其实离我们很近,在很多日常和工业设备里都能见到,主要集中在“小型、批量生产”的场景。比如家里的家电,洗衣机的滚筒电机、空调的室内风机电机、微波炉的转盘电机,里面的转子很多是转子注塑磁,因为它轻便、成本适合批量生产。汽车里也有不少应用,像车窗升降电机、座椅调节电机、雨刮器电机,这些小型电机需要紧凑的转子,转子注塑磁刚好能满足。工业领域里,小型传感器、微型水泵、打印机的走纸电机,还有医疗器械里的小型驱动电机(比如输液泵),也常用到它。简单说,只要是需要“小体积、轻重量、稳定磁性”的小型电机或转动设备,都有可能用到转子注塑磁,不太会用在像大型工业电机、发电机这种需要较强扭矩的重型设备上。
水泵铁氧体具备多项契合水泵工作环境的性能特点,使其在水泵应用中具备明显适配优势。一是耐潮湿性强,水泵长期接触水或潮湿环境,铁氧体材料本身不导电且化学性质稳定,不易因潮湿发生锈蚀或磁性能衰减,即使在水泵密封轻微渗漏的情况下,也能维持正常磁性能,避免电机故障;二是磁性能稳定,其剩磁(Br)通常在0.2-0.5T,矫顽力(Hcb)为100-300kA/m,能为水泵电机提供持续稳定的转矩,确保叶轮转速均匀,避免液体输送量波动;三是成本可控,铁氧体原料来源普遍、制造成本低,相较于钕铁硼等稀土磁性材料,成本为其1/5-1/3,大幅降低水泵整体制造成本,尤其适合家用及中小型工业水泵的批量生产;四是温度适应性好,长期工作温度可达100-150℃,能承受水泵电机运行时的发热(通常电机工作温度≤90℃),不会因温度升高导致磁性能大幅衰减,适配水泵长时间连续运行的工况,无需频繁维护或更换。永磁塑磁转子的制造采用注塑工艺,具备明显的生产效率优势。
尼龙注塑磁的生产工艺以注塑成型为重心,具有流程简化、效率高的特点,与传统磁性部件生产存在明显差异。首先是原料预处理环节,需将磁性粉末与尼龙颗粒按比例混合,经双螺杆挤出机加热熔融、混炼均匀,制成磁粉含量稳定的复合颗粒,确保后续注塑过程中磁性分布均匀;其次是注塑成型环节,将复合颗粒投入注塑机,加热至220-240℃使其熔融,在一定压力下注入定制模具,模具型腔根据产品设计形状加工,冷却后即可得到初步成型的尼龙注塑磁毛坯,无需传统磁性部件的磁钢切割、粘贴等多道工序;结尾是后处理环节,对毛坯进行去毛刺处理,去除注塑过程中产生的边角料,随后通过充磁机进行充磁,根据需求设定磁极数量与磁场强度,完成后检测磁性性能与尺寸精度,合格后即为成品,整个生产周期短,适合批量生产。注塑磁转子的轻量化特性源于其独特的材料构成和结构设计。稀土注塑磁转子批发
注塑磁体的应用范围十分广,涵盖了众多行业和领域。稀土注塑磁转子批发
电机注塑磁转子的注塑成型需经三步关键工艺,每步参数控制直接影响产品质量。一步原料预处理:按60%-85%的磁粉占比(依性能需求调整),将磁粉与高分子颗粒混合,通过双螺杆挤出机加热熔融(尼龙220-240℃、PPS300-320℃),充分混炼制成复合颗粒,确保磁粉分布均匀。第二步注塑成型:将复合颗粒投入注塑机,熔融后以80-120MPa压力注入定制模具(精度±0.02mm),模具需匹配转子轴孔、槽型、磁极数量等细节,冷却后取出毛坯。第三步后处理:先去毛刺、修边,再用充磁机按设计(2极、4极等)充磁,结尾检测尺寸(轴孔直径、同轴度等)与磁性能(表面磁强、磁通量),合格后方可用于电机组装,全程需严格把控,确保转子精度与性能达标。稀土注塑磁转子批发