商机详情 -
茂名压铸岛冲压设备
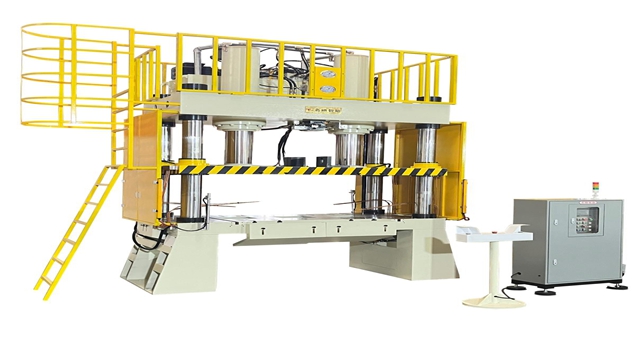
数字化孪生技术的兴起,为冲压设备的全生命周期管理提供了全新解决方案。东莞市名锵智能科技有限公司将数字化孪生技术深度应用于冲压设备的研发、生产与运维全过程,通过构建与物理设备1:1对应的虚拟模型,实现生产过程的可视化、可追溯与可优化。在设备研发阶段,通过虚拟模型模拟不同设计方案的运行状态,提前发现结构缺陷与性能瓶颈,缩短研发周期30%以上;在生产过程中,虚拟模型实时映射物理设备的运行参数,通过大数据分析优化冲压工艺参数,如自动调整压力、速度和模具间隙,实现比较好生产效果;在运维阶段,基于虚拟模型的模拟分析,可预测设备易损部件的使用寿命,制定精细维护计划,避免突发故障导致的停机损失。某机械制造企业通过部署该数字化孪生冲压设备,生产效率提升28%,设备维护成本降低40%,产品合格率从93%提升至99%,充分展现了数字化技术赋能冲压设备的中心价值。 大型管件卧式冲压机加工 6 米长件,多工位成型效率提升 4 倍。茂名压铸岛冲压设备

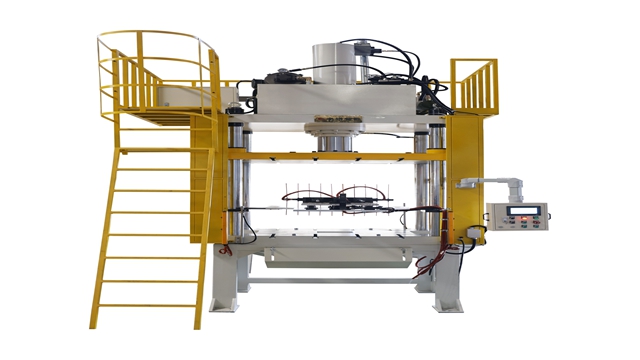
液压冲压机的 部件包括液压系统、机身、滑块、工作台和控制系统等,其中液压系统的性能直接决定了压力机的工作精度和稳定性。液压系统主要由液压泵、液压缸、溢流阀、换向阀、油箱等元件组成,液压泵将电机的机械能转化为液压油的压力能,通过管路输送至液压缸,推动滑块运动;溢流阀用于调节系统压力,防止压力过高损坏设备;换向阀则控制液压油的流动方向,实现滑块的上下往复运动。与机械冲压机相比,液压冲压机的滑块运动速度可根据加工需求进行灵活调节,在冲压过程中能够实现低速冲压、保压延时等动作,这对于改善厚板加工的成形质量、减少工件回弹具有重要意义。此外,液压冲压机的冲压行程可任意调节,能够适应不同高度模具的加工需求,通用性更强。无锡压铸岛冲压设备高速精密冲压机每分钟 600 次行程,连接器引脚无毛刺合格率 99.8%。
冲压设备是制造业中实现金属板材塑性成形的 装备,通过模具对金属或非金属材料施加压力,使其产生分离或塑性变形,从而获得所需形状和尺寸的工件。这类设备广泛应用于汽车、家电、电子、航空航天等诸多领域,小到手机外壳、电池极片,大到汽车车架、飞机零部件,其生产过程都离不开冲压设备的支撑。冲压设备的 优势在于生产效率高、加工精度稳定、材料利用率高,能够实现大批量标准化生产,相较于传统机械加工,大幅降低了单位工件的生产成本。随着制造业向智能化、自动化方向升级,冲压设备也在不断迭代,逐步融合了先进的传感技术、控制系统和机器人技术,进一步提升了生产的智能化水平和安全性。
冲压设备的主要技术参数包括公称压力、滑块行程、滑块行程次数、闭合高度、工作台尺寸等,这些参数是选择冲压设备的重要依据。公称压力是指压力机滑块在到达下死点前一定距离内所能承受的最大压力,单位为千牛(kN),其大小决定了压力机能够加工的材料厚度和工件尺寸。滑块行程是指滑块从 上位置到 下位置的距离,单位为毫米(mm),行程越大,能够加工的工件高度越大,适用于深拉伸等需要大行程的工序。滑块行程次数是指滑块每分钟往复运动的次数,单位为次/分钟(spm),行程次数越高,生产效率越高,适用于大批量生产。闭合高度是指滑块在 下位置时,滑块底面与工作台面之间的距离,需要与模具的闭合高度相匹配,确保模具能够正常安装和工作。工作台尺寸则决定了能够安装的模具大小和工件的加工范围。安全光幕覆盖危险区域,遮挡即停机响应迅速可靠。
冲压设备的润滑系统对于设备的正常运行和使用寿命至关重要,其主要作用是减少运动部件之间的摩擦和磨损,降低能量消耗,同时起到冷却、防锈和清洁的作用。冲压设备的润滑部位主要包括曲柄连杆机构的曲轴、连杆、轴承,滑块与导轨的配合面,传动系统的齿轮、链条等。根据润滑方式的不同,可分为手动润滑、滴油润滑、循环润滑和集中润滑等。手动润滑适用于小型、简单设备,通过人工定期加注润滑油;滴油润滑通过滴油杯将润滑油持续滴入润滑部位,适用于中低速运动的部件;循环润滑系统则通过油泵将润滑油输送至各个润滑部位,经使用后的润滑油回流至油箱进行过滤和冷却,再循环使用,适用于大型、高速、连续运行的冲压设备;集中润滑系统是目前先进的润滑方式,能够实现对设备多个润滑部位的自动、定时、定量润滑,提高润滑效率和可靠性,减少人工维护成本。云端平台生成多维度报表,助力管理人员科学决策。无锡气动冲压设备出厂价
大型覆盖件无油冲压技术,省去后续清洗工序降成本。茂名压铸岛冲压设备
冲压设备的故障诊断与排除是设备维护工作的重要组成部分,常见的冲压设备故障主要包括机械故障、液压故障、电气故障和控制系统故障等。机械故障多表现为设备运行过程中出现异常振动、噪音增大、滑块运动不平稳等,可能是由于曲轴、连杆、轴承等部件磨损、松动或损坏导致的,需要通过拆卸检查、更换损坏部件、重新紧固等方式进行排除。液压故障主要表现为压力不足、滑块运动速度缓慢、液压油泄漏等,可能是由于液压泵损坏、溢流阀失效、管路堵塞或密封件老化等原因引起的,需要检查液压系统的各个元件,更换损坏的部件,清理管路,补充或更换液压油。电气故障多表现为设备无法启动、按钮失灵、指示灯不亮等,可能是由于电机故障、接触器损坏、线路短路或断路等原因导致的,需要使用万用表等工具对电气线路和元件进行检测,排除故障。控制系统故障则表现为滑块定位精度偏差大、程序运行出错等,可能是由于传感器故障、PLC程序异常或伺服电机故障等原因引起的,需要检查控制系统的各个部件,重新调试程序或更换损坏的元件。茂名压铸岛冲压设备