商机详情 -
工业废水减排研发厂家
智能操控,简化运维提升效率:现代工业追求高效与精益,低温蒸发浓缩设备充分响应这一需求,搭载了高度自动化的控制系统。从进水、蒸发、浓缩到出水回用,整个流程均可通过人机界面一键启动、实时监控,大幅降低对人工经验的依赖。系统还能根据运行状态自动调节参数,确保始终处于比较好工作区间,减少人为误操作带来的风险。此外,设备支持远程诊断与故障预警功能,便于维护人员及时响应,缩短停机时间。这种智能化、人性化的操作体验,不仅提升了管理效率,也让日常运维变得更加轻松、可靠。想为企业优化浓缩流程?低温蒸发浓缩设备,提升效率与品质,增强企业竞争力!工业废水减排研发厂家
在关键物料高效浓缩领域的应用:在关键物料高效浓缩方面,苏州智康环保的解决方案优势明显。在医药中间体、食品添加剂、精细化工产品等关键物料的浓缩环节,传统高温蒸发方式往往会造成物料变性、活性成分损耗。而苏州智康环保科技采用低温蒸发技术,在较低温度条件下实现物料中溶剂的蒸发分离,很大程度保留物料的有效成分与活性。通过优化蒸发设备结构与流程,提升传热效率,缩短浓缩时间,进而提高物料浓缩效率与产品质量。该方案能够精确控制浓缩浓度,充分满足不同物料的工艺需求,为企业提升生产效率、降低能耗、保障产品品质提供坚实保障。无人值守废水设备应用案例想让浓缩过程更绿色环保?低温蒸发浓缩设备,低排放设计,践行环保理念!

低温蒸发浓缩设备在肥料母液的应用:智康低温蒸发器通过真空环境降低蒸发温度(通常低于50℃),可避免高温对肥料中热敏性成分(如有机质、微生物菌剂、酶制剂等)的破坏,保留肥料的生物活性与营养价值。传统高温蒸发可能导致有机肥中的腐殖酸分解,而低温工艺可很大限度保留其结构。采用智康低温蒸发器,可在50℃下蒸发水分,避免有机质分解,同时回收冷凝水用于生产环节。某有机肥企业需将含水率60%的原料浓缩至30%,以降低烘干能耗。针对不同肥料成分(如氮、磷、钾比例、有机质含量)调整蒸发温度与停留时间,优化工艺参数。对比传统蒸发与低温蒸发的能耗、设备投资与维护成本,结合肥料产品附加值提升空间,评估投资回报周期。例如,高附加值微生物菌剂项目可能更易实现成本覆盖。
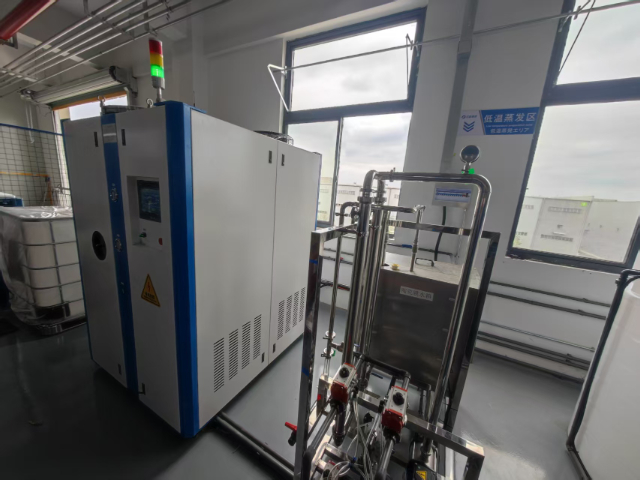
线切割废液使用低温蒸发浓缩设备案例:客户为一家精密模具加工厂,快慢丝机数控设备需大量使用乳化型线切割液。随着设备连续运行,切割液因混入金属屑、油污及杂质而逐渐失效,形成高浓度、高乳化、难降解的快慢丝线切割废液,含油量达5%~10%,COD超20,000mg/L。智康环保团队经过实地考察和样本分析后,为其配置了ZKDW-S1000L热泵低温蒸发浓缩系统。技术创新:真空负压+热泵能效闭环系统:设备在-96kPa至-98kPa负压环境下沸点降低,40℃-45℃低温蒸发。得益于低温运行环境,设备内部结垢、腐蚀等问题减少,关键部件磨损更慢,从而延长了检修周期;2只需接电,热泵能量梯级回收,吨水电耗130-150kW·h,较传统节能35%-45%;冷凝水回用:蒸发出的冷凝水质清澈,COD<100mg/L;高浓缩倍数:废液体积可缩减至原体积的5%~10%,降低危废处置量;模块化设计:设备采用标准化模块,可快速拆装迁移;使用智康低温蒸发设备后,年节省危废处置费超60余万元。低温蒸发浓缩设备安全性如何保证?多重安全防护,防范高温、泄漏等风险!

资源循环利用,打造闭环生产新模式:低温蒸发浓缩设备不仅关注废水处理本身,更着眼于资源的深度回收与再利用。针对含镍等金属离子的工业废水,设备能够精细分离并富集有价值的成分,使原本被视为废弃物的浓缩液转化为可回用的资源。这种“变废为宝”的能力,不仅减少了原材料采购成本,也降低了对环境的潜在负担。通过构建从废水到资源的闭环路径,企业不仅能提升资源利用效率,还能在循环经济体系中占据更有利的位置。设备所体现的资源化思维,正契合国家倡导的绿色制造与清洁生产理念,助力企业实现环境效益与经济效益的双赢。担心设备无法处理特殊物料?定制化服务,满足特殊物料浓缩特殊需求!日处理/废水0.3吨水低温蒸发浓缩设备
智康环保低温蒸发浓缩设备减少挥发性物料损失!工业废水减排研发厂家
葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。工业废水减排研发厂家