商机详情 -
广西生化好氧池纯碱投加装置
粉剂料仓纯碱投加设备以其稳定的运行性能为生产提供了坚实保障。设备采用了高质量的材料和先进的制造工艺,确保了其在长时间运行中的可靠性。其内部的搅拌装置能够有效防止纯碱受潮结块,保证物料的流动性,从而避免了因物料堵塞导致的投加中断。同时,设备的自动化控制系统具备故障自诊断功能,能够在出现异常时及时报警并停机,便于快速排查和解决问题,确保生产的连续性。设备的稳定性还体现在其对不同工况的适应能力上。无论是高温、高湿度还是其他恶劣环境,粉剂料仓纯碱投加设备都能保持稳定的运行状态。其内部的防潮和防腐设计能够有效应对潮湿环境,延长设备的使用寿命。此外,设备的自动化控制系统能够实时监测设备的运行状态,及时发现潜在故障并进行预警,减少了因突发故障导致的生产中断时间。这种稳定的运行性能不仅提高了生产的效率和可靠性,还降低了企业的运营成本。储料仓纯碱投加的设备结构设计便于日常维护和保养。广西生化好氧池纯碱投加装置
纯碱投加溶解系统在运行中能降低对环境的不良影响,符合环保要求。系统的溶解槽、管道接口等部位采用密封性能良好的设计,连接处使用高质量密封材料,确保在溶解过程中产生的少量挥发性物质被有效封闭在系统内部,不会随意扩散到周围空气中,避免对操作环境和大气造成污染。溶解槽在定期清洗过程中产生的废水,系统会引导至专门的回收处理装置,经过简单的过滤、中和等处理后,可重新作为溶剂循环利用,大幅减少了废水排放量。此外,系统的主要结构部件选用可回收的环保材料制作,这些材料在设备达到使用寿命后,经过拆解处理能被重新利用,减少了废弃物的产生量,降低了对环境的负担,从运行到报废的全生命周期都体现了环保理念。云南储料仓纯碱投加系统纯碱投加系统在设计中融入多项安全保障措施,降低运行风险。
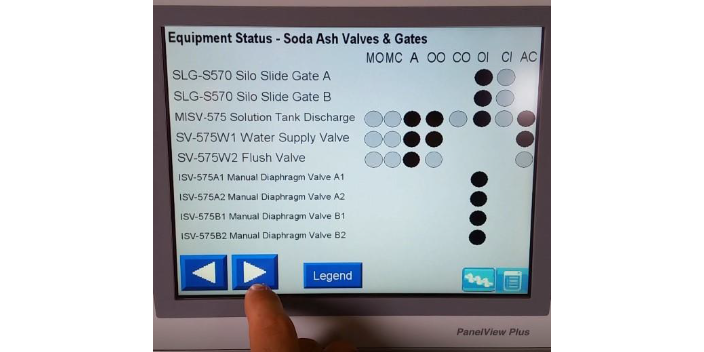
纯碱投加料仓配备了料位监控系统,能实时掌握仓内纯碱的储量情况。传统的人工巡检方式不仅耗时耗力,还可能因为巡检不及时导致料位过高或过低,而智能监控系统则很好地解决了这一问题。系统通过安装在仓内的传感器实时监测料位高度,传感器能精确地感知物料的位置,并将监测到的数据及时传输到控制终端。控制终端上会以直观的图表或数字形式显示料位信息,操作人员可以随时查看,直观地了解剩余物料量。当料位低于设定的下限值时,系统会自动发出声光提示信号,提醒操作人员及时加料;当料位过高接近上限时,也会发出警示,避免物料溢出造成浪费和污染。这种智能监控功能减少了人工巡检的频率,降低了人工操作的误差,提高了物料管理的效率和准确性,让物料管理更加科学有序。
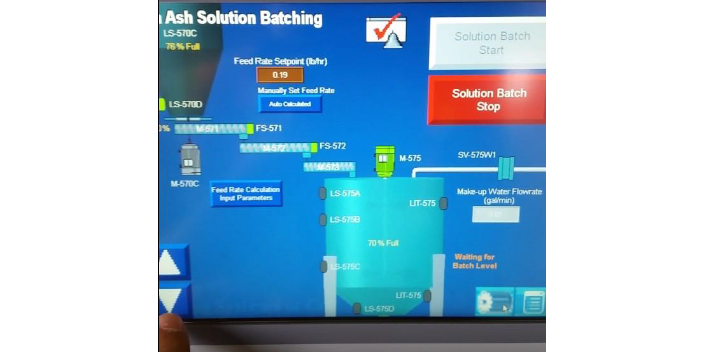
纯碱投加设备能依据处理需求灵活调整投加量,确保纯碱与待处理物质充分反应。在运行过程中,其内置的传感装置如同敏锐的“监测员”,实时捕捉反应环境中的溶液浓度、pH值、温度等多项参数,这些数据以稳定的频率传输至重点控制系统。控制系统如同“指挥中心”,快速对数据进行分析运算,结合预设的处理标准,精确计算出所需的纯碱投加量,再向执行机构发出调节指令。这种动态的调节机制,能及时应对反应过程中的细微变化,既避免了投加过多造成的原料损耗和后续处理压力,又防止了投加不足导致的处理效果不佳,让整个处理流程始终保持在稳定高效的状态。储料仓纯碱投加能通过合理的仓体容量设计和输送机制,确保纯碱持续供应。

可移动纯碱投加装置能适应不同规模和类型的处理场景,展现良好的通用性。在小型污水处理站点,其内置的料箱容量和投加泵功率可满足小批量、间歇性的投加需求,无需频繁加料;在临时搭建的应急处理区域,能快速与其他临时处理设备配合,形成完整的处理流程,完成突发情况下的水质调节任务。对于一些需要在多个点位进行投加的大型场地,操作人员可通过推动装置依次在各点位作业,完成一个点位的投加后,移动至下一个点位继续操作,无需为每个点位单独配置一套设备,既节省了设备投入成本,又减少了设备闲置造成的资源浪费。纯碱投加系统具备高度的智能化控制特点,能够实现自动化操作。广西生化好氧池纯碱投加装置
纯碱投加溶解系统能够高效地将纯碱溶解于水中,为后续工艺提供稳定的碱性溶液。广西生化好氧池纯碱投加装置
纯碱投加设备可与其他处理系统智能集成,提升整体处理流程的自动化水平。通过标准化的数据接口,设备能将实时的投加量、运行温度、能耗、故障预警等多项关键数据,以稳定的传输协议同步至中心控制系统。管理人员在中心监控平台上,就能通过直观的图表和数据展示,系统了解设备的运行状况,无需到现场逐一检查。当其他处理环节的设备根据自身运行状态发出协同请求时,纯碱投加设备能迅速响应,通过内部的联动程序调整自身的运行参数。例如,与过滤设备联动时,会根据过滤速度的实时变化自动调整投加节奏,使纯碱投加与过滤过程完美配合;与搅拌设备协同工作时,会依据搅拌强度的改变适当调整投加量,确保反应充分。这种智能集成能力,让整个处理系统形成一个高效联动的有机整体,大幅减少了人工干预的需求,明显提升了整体处理效率。广西生化好氧池纯碱投加装置