商机详情 -
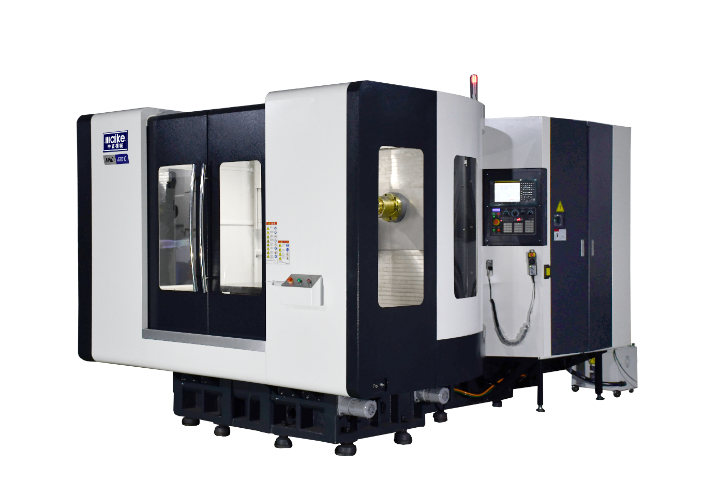
高速卧式加工中心
卧式加工中心的多轴联动加工技术是其重要的技术亮点和优势所在。多轴联动通常包括四轴、五轴甚至更多轴的联动。以五轴联动为例,它可以同时控制X、Y、Z三个直线轴和两个旋转轴(如A轴和C轴)的运动。这种多轴联动能力极大地拓展了加工范围和灵活性。在加工复杂形状的零件时,如具有复杂曲面的叶轮、船用螺旋桨等,多轴联动能够使刀具始终以比较好的角度和姿态接触工件表面。对于叶轮的加工,通过合理控制各轴的联动,刀具可以沿着叶片的扭曲曲面进行精确切削,避免了传统加工方法中因多次装夹和角度调整而产生的误差,同时减少了加工时间。而且,多轴联动加工可以在一次装夹中完成多个面的加工。这对于提高加工精度和效率具有重要意义。在加工一些大型的航空航天结构件时,减少装夹次数意味着减少了定位误差的累积,保证了各个加工面之间的相对位置精度。此外,多轴联动加工还能实现特殊的加工工艺,如侧刃切削、倾斜面钻孔等,为复杂零件的制造提供了更多的解决方案,使卧式加工中心在制造业中占据重要地位。机床运行状态数据可被记录与分析,为生产管理提供数据支持。高速卧式加工中心
它可以精确地控制各轴的运动速度、加速度和位置。在加工过程中,通过对运动参数的精细调整,可以实现不同的加工工艺,如高速切削、高精度轮廓加工等。例如,在进行模具的高速铣削时,数控系统能够精确控制刀具的进给速度和主轴转速,确保模具表面的光洁度和尺寸精度。此外,现代卧式加工中心的数控系统具有丰富的补偿功能。它可以对机床的几何误差、热变形误差、刀具磨损等进行补偿。通过在加工过程中实时监测和分析各种误差因素,数控系统自动调整加工参数,保证加工质量的稳定性。而且,数控系统还支持网络通信功能,可实现远程监控和操作。这使得生产管理人员可以在办公室甚至异地对加工中心的运行状态进行实时监控和管理,及时处理加工过程中的问题,提高生产管理的效率和灵活性。高刚性卧式加工中心工艺不断创新的技术让卧式加工中心的性能日益提升!
卧式加工中心配备了高效的自动换刀系统,这是其提高加工效率的关键技术特点之一。自动换刀系统通常由刀库、刀具交换机构和控制系统组成。刀库的容量大小不一,可根据加工需求选择。大型的刀库能够存储上百把刀具,满足复杂零件加工过程中不同工序对刀具的多样化需求。例如,在加工一个复杂的汽车发动机缸体时,需要用到铣刀、镗刀、钻头等多种类型和规格的刀具,大容量刀库可以确保所有需要的刀具都能随时调用。刀具交换机构负责在加工过程中快速准确地更换刀具。
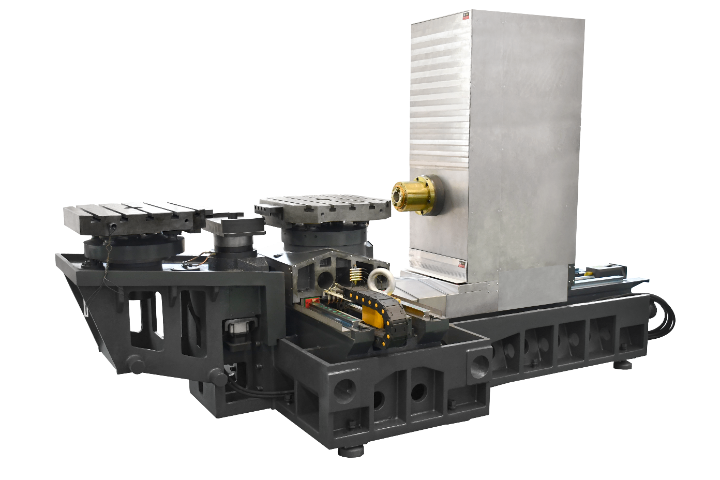
这减少了加工过程中的辅助时间,提高了生产效率。同时,其强大的切削能力和稳定的运行性能,使得它能够在较短的时间内完成大量的加工任务,为企业节省了宝贵的时间和成本。再者,卧式加工中心的适用范围。它可以加工各种形状和尺寸的工件,包括大型的箱体类零件、盘类零件等。对于一些需要多面加工的工件,卧式加工中心更是展现出了其独特的优势。它能够一次性完成多个面的加工,无需频繁地调整工件的位置,提高了加工效率和精度,同时也降低了加工误差的风险。采用大直径的预紧力丝杠,有效消除了传动间隙并提高了响应性。
刀具的结构设计也有特殊要求。在加工模具的深孔、窄槽等结构时,需要采用特殊形状和尺寸的刀具。例如,深孔钻刀具具有细长的结构和良好的排屑性能,能够在模具的深孔加工中保证加工精度和避免切屑堵塞。此外,刀具的装夹系统也很关键,高精度的刀柄能够保证刀具在高速旋转下的稳定性和同轴度,减少刀具的振动和摆动,提高加工精度。然而,刀具技术在模具制造中面临一些挑战。一方面,高性能刀具的成本较高,尤其是一些进口的质量刀具,这增加了模具制造的成本。另一方面,刀具的磨损监测和更换策略需要进一步优化。虽然有一些刀具磨损监测技术,但在实际模具加工中,准确判断刀具的磨损程度和比较好更换时间仍然具有一定难度,不当的刀具更换可能会影响模具加工质量或造成刀具浪费。相较于立加,卧式加工中心在加工时更利于保护刀具和延长寿命。中国台湾多工位卧式加工中心一般多少钱
数控回转工作台具有高重复定位精度,保证了复杂零件加工的准确性。高速卧式加工中心
卧式加工中心的数控系统是其技术之一,它具有一系列先进的功能,为加工过程带来了巨大的优势。首先,数控系统具有强大的编程功能。它支持多种编程方式,包括手动编程、自动编程和图形化编程等。对于复杂的零件加工,图形化编程界面使得编程人员可以直观地根据零件的三维模型生成加工程序,降低了编程难度。同时,自动编程功能可以根据零件的设计参数自动生成优化的刀具路径,提高加工效率和精度。数控系统还具备高精度的运动控制能力。高速卧式加工中心