商机详情 -
江西氩弧焊环缝焊机哪家好
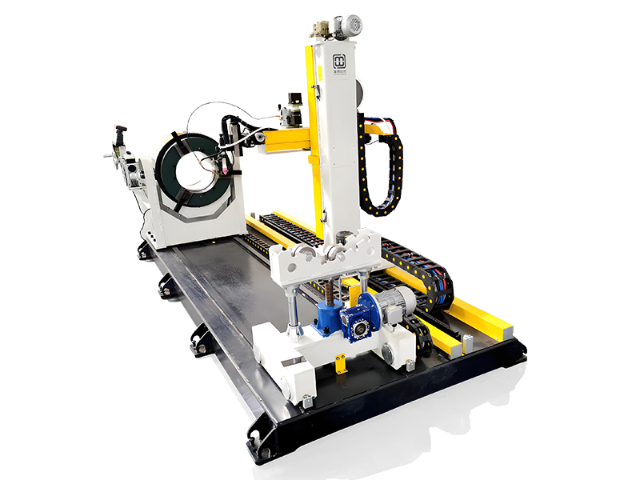
在锅炉行业中,美焊 MWHF 系列环缝焊接专机主要应用于锅炉筒体对接、管板与管束连接等环形焊缝焊接作业,成为锅炉制造过程中的关键装备。锅炉作为高温高压运行设备,对环形焊缝的强度、密封性与耐疲劳性要求极高,传统人工焊接难以稳定满足这些要求,而 MWHF 系列设备通过自动化精细控制,确保焊缝熔深均匀、成型光滑,无未熔合、裂纹等缺陷,经无损检测合格率达 99% 以上。在某 300 吨 / 年锅炉生产项目中,该系列设备替代传统人工焊接,将单台锅炉环形焊缝焊接时间从 8 小时缩短至 2.5 小时,同时减少了 3 名熟练焊工的配置,大幅降低了人工成本与生产周期。此外,设备的氩气保护与水冷系统有效避免了锅炉材质焊接后的变形,保障了锅炉的装配精度,为锅炉的安全稳定运行提供了重要保障。标准化生产保障部件互换性,多台设备性能一致,便于统一维护。江西氩弧焊环缝焊机哪家好
设备运行数据的统计与分析功能
美焊MWHF系列环缝焊接专机具备设备运行数据统计与分析功能,自动记录设备开机时间、焊接时长、工件产量、故障次数等数据,生成日报表、月报表,帮助管理人员掌握设备利用率、生产效率与维护需求。系统可分析设备故障类型与频率,识别易损耗部件,提前制定维护计划,减少突发故障导致的停机;同时可统计不同工件的焊接效率与耗材消耗,为生产计划优化与成本控制提供数据支持。在某制造企业的应用中,通过数据统计分析,管理人员发现设备某部件的故障频率较高,及时更换了适配性更好的配件,使设备无故障运行时间提升50%;同时根据耗材消耗数据,优化了焊接参数,进一步降低了生产成本。 重庆环缝焊机供应商可与自动化上下料系统集成,实现 “上料 - 焊接 - 下料” 全流程自动化。

焊接参数的远程调试与技术支持
美焊MWHF系列环缝焊接专机支持焊接参数远程调试功能,当客户在生产中遇到焊接质量问题或需要优化参数时,美焊技术人员可通过网络远程接入设备控制系统,查看实时焊接数据,远程调整焊接参数并进行测试,无需现场上门,节省调试时间与成本。在某换热器企业的新产品试焊中,客户遇到焊缝成型不美观的问题,美焊技术人员通过远程接入,调整了填丝速度与摆动参数,才用1小时就解决了问题,避免了设备停机等待。这种远程调试功能与美焊的远程售后服务体系相结合,为客户提供了快速高效的技术支持,尤其适用于偏远地区客户或紧急生产需求,确保问题得到及时解决。
美焊 MWHF 系列环缝焊接专机在批量生产中展现出智能化焊接能力,通过自动化智能控制与标准化焊接流程,确保每一件产品的环形焊缝质量保持一致。设备的重复定位精度高达 ±0.05mm,焊接参数(电流、电压、填丝速度等)的控制精度在 ±1% 以内,避免了人工焊接中因技能差异、疲劳等因素导致的焊缝质量波动。在某压力容器批量生产项目中,该系列设备连续焊接 50 台同规格压力容器的环形焊缝,经检测所有焊缝的熔深偏差≤0.2mm,外观成型均匀一致,缺陷率为 0.3%,远低于人工焊接的 5% 缺陷率。这种质量一致性优势对于规模化生产企业至关重要,减少了后续质检与返修成本,还能提升企业的品牌口碑,增强市场竞争力,体现了美焊科技在自动化焊接设备质量控制方面的技术实力。多品种快速切换,换型时间≤5 分钟,适配小批量生产。

大直径薄壁环形工件的焊接稳定性
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 焊接过程自动记录参数,产品质量可追溯,满足合规要求。江西氩弧焊环缝焊机哪家好
美焊 MWHF 系列环缝焊接专机焊接速度 0.1-5rpm 可调,适配不同厚度环形工件。江西氩弧焊环缝焊机哪家好
客户定制化案例——大型风电法兰环缝焊接美焊MWHF系列环缝焊接专机为某风电企业定制了大型风电法兰环缝焊接解决方案,针对风电法兰(直径Φ2000mm-Φ4000mm,厚度30-80mm)的焊接需求,优化了设备结构与焊接工艺。定制化设备配备重载型变位机(最大承载20吨)、双焊枪同步焊接机构,采用多层多道填丝焊接工艺,将单条法兰环缝焊接时间从传统设备的12小时缩短至4小时;通过氩气双路保护与层间温度控制,避免法兰焊接产生裂纹与变形,焊接后的法兰平面度误差≤0.2mm/m,满足风电设备的高精度装配要求。该定制化方案成功解决了风电法兰焊接效率低、变形大的行业痛点,帮助客户提升产能3倍,同时降低了焊接缺陷率,体现了美焊科技强大的定制化研发与解决方案能力。江西氩弧焊环缝焊机哪家好