商机详情 -
四川氩弧堆焊机一般多少钱
美焊堆焊设备凭借材质适配性与工艺稳定性,广泛应用于多个工业领域,主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。技术参数方面,设备可适配的堆焊材质包括不锈钢、碳钢、合金钢、硬质合金等多种金属材料;堆焊层厚度范围为 1-10mm,堆焊速度 0.5-5mm/min,根据材质与厚度不同可灵活调整;适配工件尺寸覆盖 Φ50-1000mm 的轴类、筒类工件及最大长度 3000mm 的板类工件,支持定制化改造以适配特殊尺寸工件。设备**部件选用工业级标准配件,符合 CE、ISO9001 相关认证要求,运行稳定性强,连续作业时间可达 8 小时以上。适配堆焊不锈钢、镍基合金等耐腐蚀材质,满足压力容器在高温、高压、腐蚀介质环境下的使用要求。四川氩弧堆焊机一般多少钱

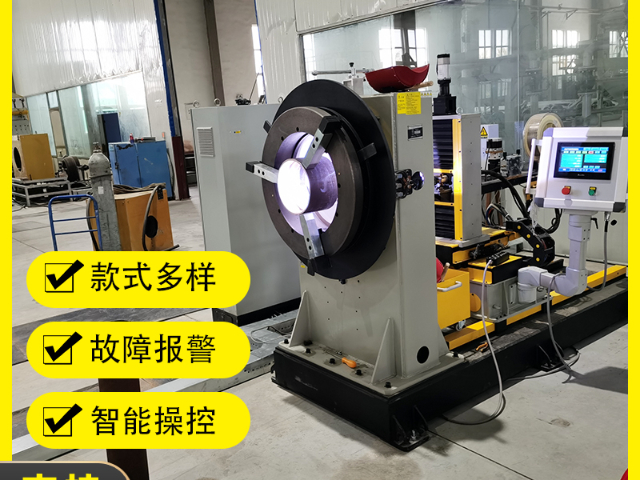
设备的稳定性能源于部件的选型与先进技术的深度整合,关键配置如下:-动力:搭载山东奥太WSM400RHW数字化逆变焊接电源,采用IGBT逆变控制技术,输入电压适应AC380V±10%(三相)宽范围波动,焊接电流4-400A无级可调,额定输入功率13.2KW,负载持续率60%,绝缘等级达H级、防护等级IP23,可适应工业现场复杂环境,保障焊接电流的稳定性与焊层成形质量。-操作与回转系统:MHCJ1512S型定制高精度操作机,横梁垂直行程2000mm、水平行程1200mm,Z轴与Y轴弧长各200mm,升降与伸缩速度100-1000mm/min,覆盖焊接区域;MH-Z5T型5T高精度回转平台配备500卡盘,工作台直径2500mm,承载重量达5T,回转线速度0.1-1rpm(线速度150-600mm),采用单排球式回转支撑与双减速机传动,回转精度≤0.5度,台面平行度≤0.5mm,确保重型工件稳定转动;200mm×200mm精密十字滑架通过步进电机驱动,实现焊枪中心定位与微调。河北内外壁堆焊机生产厂家设备采用热丝 TIG 惰性气体保护堆焊,焊缝质量稳定。
自动化堆焊专机该系列设备针对特定工件类型定制化设计,涵盖轴类堆焊专机、筒类堆焊专机、板类堆焊专机及异形件堆焊专机,适配不同形状工件的堆焊需求。轴类堆焊专机:适用于电机轴、传动轴、辊轴等轴类工件的表面强化与修复,支持多段不同直径轴体的连续堆焊。筒类堆焊专机:适配压力容器筒体、管道筒体等筒状工件的内壁或外壁堆焊,可实现环形焊缝的自动化堆焊。板类堆焊专机:用于钢板、法兰盘等板状工件的表面堆焊,支持大面积均匀堆焊与局部强化堆焊。异形件堆焊专机:针对非标异形工件定制夹具与堆焊路径,适配矿山机械、工程机械等行业的特殊零部件堆焊。
设备中心部件符合工业级标准,整体通过CE、ISO9001质量体系认证;堆焊焊缝质量可满足射线检测(RT)或超声波检测(UT)II级标准,堆焊层无气孔、裂纹、夹渣等缺陷,结合强度≥350MPa,适配承压试验、冲击试验、拉伸试验等相关检测要求。美焊堆焊设备可根据用户工件尺寸、堆焊材质、工艺要求提供定制化改造服务,相关技术参数可根据实际应用场景进行优化调整,如需进一步了解具体型号参数或适配方案,可参考企业官方技术文档或联系技术支持团队。与普通TIG焊不同之处,焊丝在送进熔池前,单独的热 丝电源加热焊丝伸长部分(送丝嘴和熔池之间的焊丝)。

MH-PC10堆焊焊接控制系统控制系统有三种焊接模式可供选择:3平面堆焊,立式通道堆焊,相贯线过孔堆焊在平面堆焊/立式堆焊模式切换时,十字操作架的水平导轨与垂直导轨可根据焊接模式来进行控制功能的切换:弧长控制/排道控制。过孔焊接模式用于通道内相贯线的堆焊。排道方式:步进排道系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。焊接时各轴均可以设定参数微调。筒体工件需满足内径≥50mm、长度≤1000mm,方可适配该设备。浙江热丝堆焊机源头工厂
操作机横梁垂直行程 2000mm,水平行程 1200mm。四川氩弧堆焊机一般多少钱
控制功能及适配优势多模式适配控制:两类设备均支持平面堆焊、立式通道堆焊、相贯线过孔堆焊三种模式,立式设备侧重垂直方向堆焊的参数优化,卧式设备强化水平长距离堆焊的轨迹控制;模式切换时可实现十字操作架控制功能转换(弧长控制/排道控制),满足不同工件形态的堆焊需求。全维度精细调控:焊接电流:可分区间设置参数,精细控制电流上升与下降过程,焊接中支持实时微调,保障堆焊层熔深均匀。运动控制:旋转/行走支持恒速、脉动两种模式,脉动时与电流同步;立式设备优化工件旋转稳定性,卧式设备强化焊枪移动与工件旋转的协同精度,所有运动参数可分区间调整。送丝与弧长控制:送丝支持恒速/脉动模式,可精细设定送丝滞后时间;弧长控制分区间跟踪弧压,滞后时间可调,焊枪支持纵向、横向点动控制,保障堆焊过程中弧长稳定。四川氩弧堆焊机一般多少钱