商机详情 -
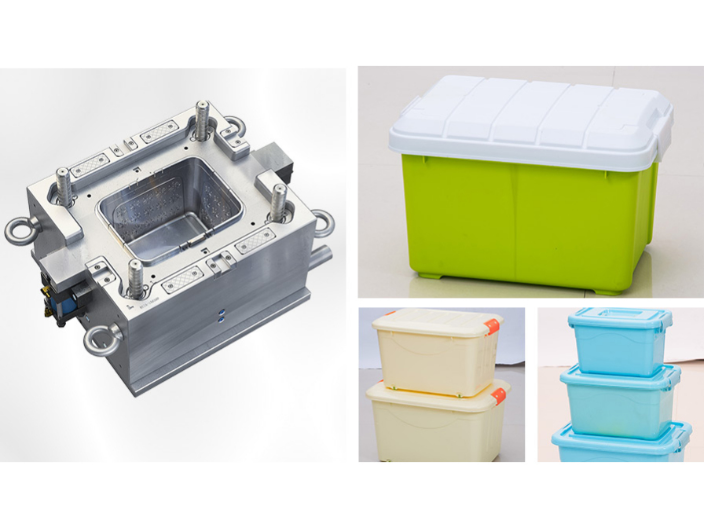
金华整理箱模具厂家直销
注塑加工时必须知道原料如何配色着色,这样才能体现出专业性。可采用色粉直接加入树脂法和色母粒法。色粉与塑料树脂直接混合后,送入下一步制品成型工艺,工序短,成本低,但工作环境差,着色力差,着色均匀性和质量稳定性差。是为着色的品质差。色母粒法是着色剂和载体树脂、分散剂、其他助剂配制成一定浓度着色剂的粒料,制品成型时根据着色要求,加入一定量色母粒,使制品含有要求的着色剂量,达到着色要求。这是毋庸置疑的。一般来说,色母粒可以按欲着色树脂分类,如ABS色母粒,PC色母粒,PP色母粒等;也可按着色树脂加工艺分类,有注塑、吹膜、挤出级三大类母粒。分门别类,这样来看,色母粒由于对颜料先进行预处理,有较高的着色力,用量可降低且质量稳定,运输、贮存、使用方便、环境污染大为降低,是可以看做有作为的处理方式。台州市黄岩恒睿模具有限公司为您供应日用品模具,期待为您服务!金华整理箱模具厂家直销
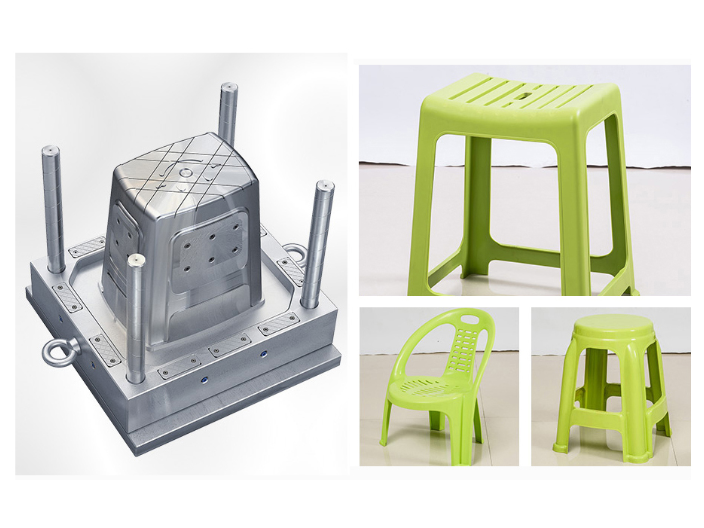
模具中许多标准件都可采用CAD造型设计方法进行设计,既可实现数据共享,又可满足用户的随时修改,使模具的设计分析快速、准确、高效。这是模具设计方法的突破,具有重大的技术经济意义。近年来,为提升竞争力,我国许多塑模企业纷纷加大了对模具制造的投入,引入新技术,建立制造中心,但CAD技术使用仍不普遍,这使国内高级、精密、大型塑料模具生产严重不足,造成这些模具每年仍需大量进口,但技术含量不高的中低档塑料模具却供过于求。泉州塑料高脚凳模具采购台州市黄岩恒睿模具有限公司致力日用品模具生产研发,有需求可以来电咨询!
我国模具行业受制于模具精度、寿命和制造周期日本的汽车模具精度可达0.02mm,塑料模分模面的精度控制在0.01mm,而国内汽车模具的品牌企业,汽车模具精度控制在0.03~0.05mm;塑料模分模面配模精度在0.03mm左右。德国的模具制造周期在2周~20天,备料4~5天,试模2~3天。日、韩的模具周期要求2周,原因是他们有专门的模具配件城,滑块、顶杆、浇口套组件等均可买到,国内配件标准化做不到,一些零件的加工精度也达不到要求。此外,德、日企业对新产品开发很重视,模具厂经常会与材料厂商、产品厂商共同开发;注塑机厂会与材料厂商共同研发新机型;明星塑料供应商会与明星汽车公司联合研制以塑代钢的新产品。
近年来,模具行业结构调整步伐加快,主要表现为大型、精密、复杂、长寿命模具和模具标准件发展速度高于行业的总体发展速度;塑料模和压铸模比例增大;面向市场的专业模具厂商数量及能力增加较快。中国汽车模具公司今后的发展方向,应该注重产品结构的调整和定位,进一步提升模具的制造技术水平,占领结构复杂、精密度高、技术含量高的高级模具市场。十二五期间,模具市场总的趋势平稳向上。目前国内市场对中高级模具的需求量很大,但要求国产模具必须在质量、交货期等方面满足用户的需求。购买日用品模具,就选台州市黄岩恒睿模具有限公司,用户的信赖之选,有想法可以来我司咨询!
模具配件指的是模具行业专有的用于冲压模具、塑胶模具或FA自动化设备上的金属配件的总称。模具配件包含有:冲针、冲头、导柱、导套、顶针、司筒、钢珠套、导柱、自润滑板、自润滑导套、无给油导套、无给油滑板、导柱组件等。目前中国模具市场潜力十分巨大,质量好的冲压模具在汽车整车、IT电子、建材五金等行业供不应求;压铸模具在汽车零部件、装备制造业等行业需求激增;注塑模具在家用电器等行业发展潜力也很大;另外,特种模具也有较大的发展远景。台州市黄岩恒睿模具有限公司为您供应日用品模具,欢迎新老客户来电!金华整理箱模具厂家直销
台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有想法的不要错过哦!金华整理箱模具厂家直销
吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备通常称为塑料吹塑成型机,吹塑成型只适用于热塑料品种制品的生产。吹塑模具结构较为简单,所用材料多以碳素多则制造。金华整理箱模具厂家直销