商机详情 -
激光对中仪使用
测量功能要求1、软脚检测:软脚监测可以知道那个地脚需要进行调整;2、9—12—3点法水平机械对中(耦合或非耦合都适用);3、任意三点法卧式轴对中(只需旋转两个20°);4、测量报告:测量文件、照片和报告保存在系统中。可生成PDF或EXCEL文件。5、关机重启后可以继续测量6、支持ios和Android多平台设备(如手机、IPAD)连接操作四、配置清单1个“三防”工业显示单元;1个激光器(内置无线PSD20mm);1个激光器(内置无线PSD20mm);2个V型轴固定器和链条;固定杆(120mm,75mm);1个卷尺;1个电源充电器1个工具箱。激光对中仪m和s是什么意思?激光对中仪使用
激光对中仪
1. 激光对中仪2,主要供货范围如下(单台套配置):(1) 显示单元 1个(2) 保护套 1个(3) 带调整底盘的激光发射器 1个(4) 激光接收器 1个(5) 接收器固定支架 1套(6) 带插/拔接口的电缆(2米,5米) 2根(7) 蓝牙无线连接 1个(8) 配套远程数据软件、电脑连接电缆、U盘 1套(9) 卷尺 1个(10) 手册 1本(11) 提箱 1个2. 支持中文界面(多语言)3. 支持无线测量4. 自动生成测量中文版测量报告5. 具备孔同心度测量功能(不可量化)6. 系统自动计算各个孔圆心位置的水平度偏差和垂直度偏差(不可量化)7. 系统自动计算孔圆度(不可量化)8. 可用于多种工况和设备:如:船用柴油机孔同心度测量、螺旋桨尾轴孔复光等、石油石化往复压缩机,钢铁企业轧管机、电机制造商等等9. 测量孔直径范围:Φ100-500mm (可量化,范围越大为优)10. 测量距离:40m (可量化,大于为优)11. 测量误差:±1% (可量化,小于为优)12. 测量精度0.001mm (可量化,小于为优)13. 符合IP65标准,防尘、防溅威思朗特激光对中仪厂家激光对中仪的数据对比?
汉吉龙激光对中仪的产品范围分为三个类别:轴对中,皮带轮对中和几何测量。但并不局限于此,您可以选择不同的配件,升级产品的测量功能,满足您不同时期的需求,如激光发射器,探测器和支架等等,您可以实现万向轴对中、直线度、平面度等测量功能。在VS5300轴对中测量系统里,各类产品有以下几个**常用的测量程序:用理论上尽可能多的机器来构建你自己的机组。你可以手动选择参考机器,也可以让程序选择一台可以比较大限度减少调整需求的机器。是所有线激光产品**能全的激光对中仪。两个测量单元自带紧固链条的V型夹具可以安装在不同的旋转轴上,配有不同长度的延长杆用以适应不同的测量现场要求。
VS5300激光对中仪原理原理:通过使用激光束的不同强度和不同的波长来达到对中目的。特点:测量范围大,具有大视角、高精度;体积小(*为传统对中仪2/3)、重量轻、携带方便。激光技术主要应用在测量领域,其使用范围已经从传统意义上的测量拓展到对任何其他仪器的测量。由于激光对中仪具有体积小、重量轻、操作方便等特点,在工业和民用领域中都有很大的应用,如建筑、桥梁、道路、电力设备以及化工设备等,都需要采用对中仪进行精确控制等。水泵和电机联轴器的找正、对中方法。

转轴对中可使用不同的工具进行测量:1、**简便的方法是在两个联轴器半边上使用直尺或平尺并通过目视进行对中,结果不是非常准确且非常依赖于操作员的经验。2、认真点的可通过使用机械百分表获得更准确的结果,技术娴熟和经验丰富的操作员可获得良好且可靠的测量结果,但需要时间和耐心。3、现代化的企业管理要求更加简便且高度精确的方式,使用激光对中系统是**为简便可靠的方法。对于设备管理者来说,不需要依赖下面的操作者,只需要操作者提供***的检测报告;对于操作者来说,不需要很丰富的经验,不需要去计算,只需要按照仪器指示进行操作就可以,流程化作业。传统对中有:直尺法:对中技术新突破——转动设备智能对中仪。激光对中仪使用
激光对中仪ASHOOTER系列,在轴对中系统中可以根据不同的工况给了五个不同的测量方法,分别是时钟三点法。激光对中仪使用
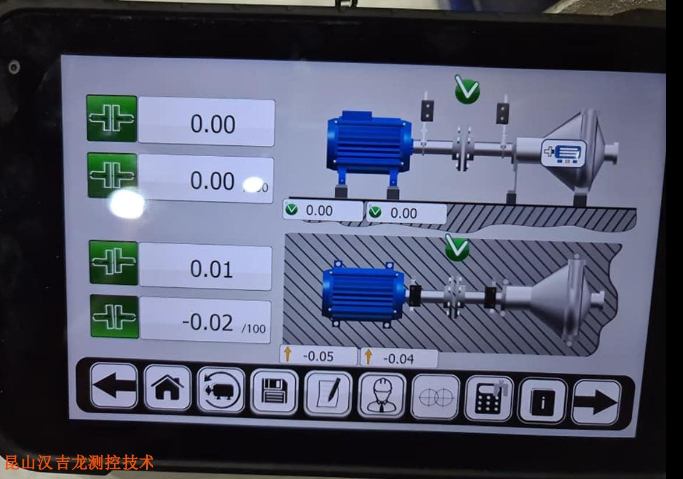
激光对中仪一般采用635~670nm波长半导体红色激光,下图给出了激光对中设备的示意图,在A轴和B轴上各装上能同时发送和接受激光束的测量器,并通过信号线与主机设备相联。光束从两只分别装在A、B轴上的测量器各自发出,并被对方接受。当光束落在接受器的光电点阵采集面CCD上时,便形成一个很小的照射区域;主机经过计算,确定这个照射区域能量中心点,它具有很高的精度。随着轴的转动,各自光束的能量中心点也分别在对方接受器的CCD采集面上位移。激光对中仪便是根据这种位移量计算出被测设备的轴偏差和角偏差的。为了便于研究,笔者将激光对中仪的工作过程简化如下图所示,并*研究其在一个平面内的偏差分量。激光对中仪使用