商机详情 -
抗震动皇冠钻头对比传统钻
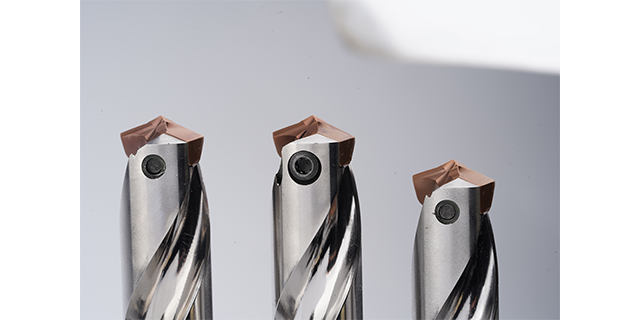
分体式皇冠钻也就是可换钻尖结构的皇冠钻,加工参数的选择要结合加工材料、孔深、配套设备的实际情况调整。不同加工材质对应的参数范围有明显区别,加工普通钢材和加工钛合金、高温合金这类难加工材料,转速和进给参数都要调整,深孔加工还要对应调整参数适配排屑需求,保证加工过程稳定顺畅。选择合适的加工参数,能发挥分体式皇冠钻的性能,延长刀具的整体使用寿命,提升加工效率,稳定保证加工精度。很多做中大批量生产的金属加工企业,都会针对自身常用的加工材质,调试出适配的参数范围,匹配生产线的加工节奏,稳定产出合格工件。中科金钻(深圳)科技有限公司依托高校科研资源,每款钻型都建有参数化数学模型,主打群钻4.0分体式可换钻尖皇冠钻,官网技术中心也会分享相关钻削参数信息,有需求可前往查看。深孔钻加工瓶颈突出,中科金钻深孔钻高刚性、强内冷、可换刀片,实现 60 倍径高精度加工。抗震动皇冠钻头对比传统钻

深孔钻作为现代机械制造的关键刀具,其技术价值在于突破传统加工的深径比瓶颈。针对机械加工领域“孔越深、精度越难控”的行业痛点,中科金钻的深孔钻采用高刚性刀杆结构与可换式皇冠刀片设计,将深孔加工极限拓展至60倍径,彻底改写细长孔加工的技术边界。刀杆采用特种合金材料制造,经多级热处理与动平衡校准,在超长切削行程中保持刚性稳定,有效抑制振动与偏摆。切削单元采用精密定位结构,刀片重复定位精度达2μm,配合优化的切削几何角度,实现切削力均匀分布。加工过程中,高压内冷通道将切削液直达刀尖,快速带走切削热,同时强力冲刷切屑。从钛合金、高温合金到不锈钢,在各类难加工材料上均能稳定输出孔径精度与光洁度,将深孔加工从“多工序复合”简化为“单工序成型”,为装备制造提供以钻代铰、以钻代镗的高效工艺路径。北京异形孔皇冠钻头深度加工中科金钻深孔钻大量用于航空、汽车、模具、液压、能源领域,解决关键深孔高精度加工难题。
做环模加工的企业对钻头稳定性和售后支持要求很高。环模加工本身批量大,对孔位精度一致性要求高,一旦钻头出问题没有及时的售后支持,很容易影响整批工件的加工进度,甚至造成整批工件报废的损失。针对环模加工打磨的皇冠钻,适配环模加工材料的特性,能稳定保证加工精度,延长刀具使用周期。完善的售后保障能帮企业解决刀具使用过程里的各类问题,从选型适配到使用调试都有对应支持,不用企业自己反复试错摸索,减少不必要的试错成本。稳定的售后也是降低企业综合加工成本的重要部分,能帮企业长期稳定维持加工效率。中科金钻(深圳)科技有限公司是高校科研成果转化单位,做群钻4.0皇冠钻相关高中端钻削产品,官方网站可查询完整售后相关政策,可随时对接需求获取对应支持。
每一支深孔钻的性能,都源于全流程精密制造与极限工况严苛测试的双重保障。从原材料开始,选用进口超细晶粒硬质合金与合金结构钢,经光谱分析、超声波探伤筛选,确保材质纯净无缺陷。刀杆加工采用五轴联动精密磨床,关键尺寸精度控制在微米级,表面粗糙度经精密处理,配合精密动平衡校准,高速切削无振动、无偏摆。刀片经纳米涂层工艺,涂层结合力、耐磨性、耐高温性通过千次切削疲劳测试。装配环节执行微米级定位校准,每支刀具通过尺寸检测、动平衡测试、切削性能验证。出厂前更在模拟极限工况下进行连续深孔切削测试,全程监测切削力、温度、振动、精度,确保在60倍径、难加工材料、高转速等极端条件下稳定可靠、性能一致。从材料到成品,历经多道质量管控工序与性能测试,每支深孔钻都承载对精度、效率、可靠性的承诺。整体刀具磨损即报废,中科金钻可换皇冠钻只需换钻尖、刀体复用,大幅降低成本、简化库存管理。

在机械加工中,工件反面的毛刺处理是一个长期存在却难以彻底解决的麻烦。无论是板材、管件还是阀体类零件,钻头穿透工件的瞬间,出口处材料被顶出形成翻卷毛刺。这些毛刺如果不处理,可能脱落进入装配体内部,造成卡滞或磨损;如果手工去除,则效率低下,而且操作者需要用气磨笔或刮刀从反面操作,姿势别扭、质量不稳。对于批量生产的零件,反面去毛刺往往成为整条生产线的瓶颈工序。中科金钻的双向倒角皇冠钻为这一问题提供了结构性的解决方案。该产品基于群钻技术平台开发,在刀具设计上做了巧妙的集成:钻体前端设有正倒角刃,用于加工正面孔口;钻体后部设有背倒角刃,专门用于处理反面毛刺。当钻头即将穿透工件的瞬间,背倒角刃恰好到达工件下表面,利用刀具的旋转和轴向运动,自动将反面翻卷的毛刺切除并形成光滑倒角。整个过程无需停机、无需换刀、无需手工干预。锚具锥孔传统加工效率低、毛刺多,中科金钻锥度皇冠钻基于群钻 4.0,可一次成型高精度锥孔。广西汽车件用皇冠钻头深度加工
中科金钻深孔钻优化断屑与导向,控制直线度与同轴度,可换刀片提升经济性,降低综合加工成本。抗震动皇冠钻头对比传统钻
沉孔钻头在工作时,不同部位的切削刃承担着不同任务,它们之间需要精密协同。钻尖部分负责定心与初始钻孔,其几何参数直接影响轴向力大小和定心稳定性。主切削刃负责孔径成型,产生大量切屑。当倒角刃开始接触工件时,刀具的受力状态发生突变,此时若设计不当,极易产生振动或崩刃。因此,沉孔钻头的切削机理关键在于让三种切削行为——钻孔、扩孔或倒角、修光——在时间和空间上平稳过渡。断屑与排屑是其中容易忽视却至关重要的环节。倒角刃切削产生的切屑通常较薄、呈带状,若不及时断裂,容易缠绕在刀具或工件上,划伤已经加工好的锥面或沉孔底面。因此,沉孔钻头的倒角刃往往设计有断屑槽或采用分段刃口,迫使切屑卷曲并断裂成短小的片段。排屑方面,内冷通道的设计尤为关键。切削液从刀体内部直达切削区域,一方面带走热量,另一方面利用液压力将切屑从孔底冲出,沿排屑槽向外排出。抗震动皇冠钻头对比传统钻
中科金钻(深圳)科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同中科金钻供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!