商机详情 -
闵行区风电齿轮刀具齿轮刀具销售公司
锥齿轮的加工方法及步骤加工方法和步骤,选择锥齿轮铣刀。由于锥齿轮大端和小端的直径是不相等的,所以大、小端的基圆直径也不相等,大端的渐开线齿形较平直,小端较弯曲。用成形铣刀铣出的锥齿轮齿形,若要符合大端就不能符合小端。因此,在铣床上用锥齿轮铣刀加工锥齿轮,整个齿的齿形是不可能全部准确的,故精度较低。锥齿轮是以大端的参数为标准进行设计的,为此锥齿轮铣刀的齿形曲线应按照大端制造。另外,由于锥齿轮小端的齿槽较窄,标准锥齿轮小端的槽宽为大端的2/3,所以锥齿轮铣刀的厚度应按小端制造,且还应比小端齿槽稍薄一些。锥齿轮铣刀与普通圆柱齿轮铣刀不同,为防选错,在锥齿轮铣刀的侧面印有“”的标记。因锥齿轮的齿是在圆锥面上的,故锥齿轮铣刀的齿形曲线应与垂直于分度圆锥面的截面上的齿形相同。锥齿轮铣刀也像圆柱齿轮铣刀一样,每一模数按齿形曲线的弯曲程度不同划分为8个刀号。所不同的是要按当量齿数来选择。应先计算出其当量齿数,工件的装夹与调整工件装夹前应对齿坯进行检查,用量角器检查齿坯角和背锥角;检查基准面到外圆的距离;检查齿坯的外径等。工件的装夹:按结构形状不同,锥齿轮常用的装夹方法是用心轴和螺母装夹。
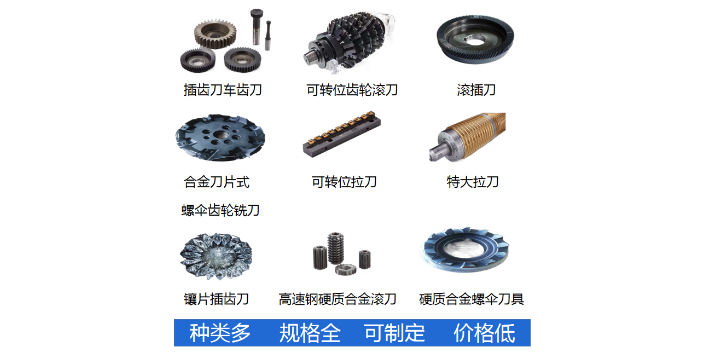
齿轮滚刀按照加工性质分为:精切滚刀,粗切滚刀,磨前滚刀,留磨滚刀等。闵行区风电齿轮刀具齿轮刀具销售公司

高速/干切滚铣刀:高速干切,是未来金属切削技术(包括齿轮加工)必然的发展趋势。要点:(1) 汽车车型迅速开发迅速投产,对零部件的交货期提出的要求将是越来越高(2)高速切削固有的优势,反而能够更好的发挥刀具的性能(3)环保的压力在任何一个国家,都会越来越大,直接推动干切的应用(4) 配用自动上下料,可以进一步缩短总加工时间该滚铣刀的选材(甚至参与材料厂家的新产品开发),选涂层,工艺,结构参数设计,都和普通滚刀有区别。金山区齿条组合铣刀齿轮刀具多少钱齿轮刀具之筒形插齿刀用于加工内齿轮和模数小的外齿轮,靠内孔的螺纹旋紧在插齿机的主轴上。
带切削锥滚刀 切削螺旋角较大的斜齿齿轮时,滚刀轴线倾斜角较大,滚刀在不同平面的投影长度缩短,滚刀切入齿坯的前几个齿承受过大的过载负荷,为使滚刀工作刀齿之间的负荷分配均匀些,当被加工齿轮螺旋角大于20°时,应在滚刀的一端加工出切削锥。切削锥的部位应根据被切齿轮的螺旋方向,滚刀的螺旋方向及滚切齿轮时的进给方向而定。波形刃高效率粗切齿轮滚刀粗滚齿时切屑的形状变化大,引起切削力变化大,造成机床振动,限制了粗滚齿的生产效率。滚刀齿形铲磨成波形刃后可以把切屑切下,切屑形状变化小,切削力变化小,机床振动小,可以提高切削用量,在切削硬齿面齿轮时效果更佳。波深0.8~1.2mm,波距7~12mm,波纹和直面要圆滑连接,避免尖角。波形结构常采用以下几种:
锥齿轮定装滚刀用于在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮,一般有两个刀齿,相隔180°。它们在按一定的速比转动时,在两个不同的位置上分别切出齿槽的两侧。弧齿锥齿轮铣刀盘又称格利森 (Gleason)铣刀盘,用于加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸),共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘制成整体式,直径较大的制成镶齿式(图2)。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切、外切和顶切三组刀齿)两种。精切刀盘有单面(*有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多、刚性好,刀盘背后有支承环承受刀齿的切削力;精切刀盘要求精度高,有垫片和斜楔,可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形,有一定的齿形角,刀齿须按计算的刀号选用,以得到正确的配对齿形,并采用铲背式,使刀齿重磨后的径向位置和齿形角保持不变。随着高效铣齿机的发展,出现了几种新型铣刀盘,如粗切用高刚性铣刀盘、楔装式铣刀盘,此外还有在半滚切法中加工大轮时采用的圆柱刀刀盘和螺旋成形法刀盘等。齿条状剃齿刀是按齿条副啮合原理精加工直齿或斜齿圆柱齿轮轮齿的剃齿刀。

齿轮刀具介绍加工各种圆柱齿轮、锥齿轮和其他带齿工件(见齿轮)齿部的刀具。齿轮加工刀具按加工对象分为圆柱齿轮加工刀具和锥齿轮加工刀具两类。锥齿轮加工刀具按被加工齿轮的种类分为直齿锥齿轮刀具、弧齿锥齿轮刀具和延长外摆线锥齿轮刀具3类。圆柱齿轮加工刀具按加工原理又可分为成形齿轮刀具和展成齿轮刀具两种。成形齿轮刀具当前角为0°时,这类刀具的齿形与被切直齿齿轮端面内的槽形相同(见图)。成形齿轮刀具主要有4种。盘形齿轮铣刀:用于在单件、小批或修配生产中加工直齿或斜齿圆柱齿轮。指形齿轮铣刀:用于加工大模数的直齿、斜齿和人字齿轮。齿轮拉刀:常用于大量生产中加工内齿轮。插齿刀头:主要用于在大量生产条件下加工直齿外啮合圆柱齿轮。用盘形或指形齿轮铣刀加工斜齿齿轮时,齿轮法截面内的形状和刀具齿形略有差异,其齿的任何一处的形状都不是由一个刀齿切成形的,它是由刀具的若干个刀齿切削并包络而成。展成齿轮刀具用展成齿轮刀具加工齿轮时,被加工齿轮与刀具按要求的传动速比各自转动,由各相邻的刀具齿形连续包络成齿轮的齿形。这类刀具常用的有齿轮滚刀、插齿刀、梳齿刀和剃齿刀等。 齿轮刀具之插齿刀按外形分为盘形、碗形、筒形和锥柄4种。可转位螺伞刀齿轮刀具销售
插齿加工:齿轮上需要需要知道:模数、齿数、正负修正值等。闵行区风电齿轮刀具齿轮刀具销售公司
由于干式切削在加工过程中不使用切削液,切削过程缺少切削液的润滑、冷却、排屑等作用,所以干式切削也可能会造成在加工瞬间产生大量热量(如图2),有可能使刀具磨损加快,使用寿命缩短。因此,干式高速切削对刀具的综合性能提出了更高的要求,其应具有更的强度、冲击韧性、红硬性和耐磨性。未来可应用于干式高速切削的刀具主要有:立方氮化硼刀具(CBN)、聚晶立方氮化硼刀具(PCBN)、聚晶金刚石刀具(PCD)、超细晶粒硬质合金刀具、陶瓷刀具(Al2O3、Si3N4)、金属陶瓷刀具(Cermets)等。闵行区风电齿轮刀具齿轮刀具销售公司
上海每卓实业有限公司致力于五金、工具,是一家贸易型公司。每卓实业致力于为客户提供良好的液压夹具,非标数控刀具,数控刀柄,齿轮刀具,一切以用户需求为中心,深受广大客户的欢迎。公司从事五金、工具多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。每卓实业立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。