商机详情 -
四川锥孔钻非标刀具厂家
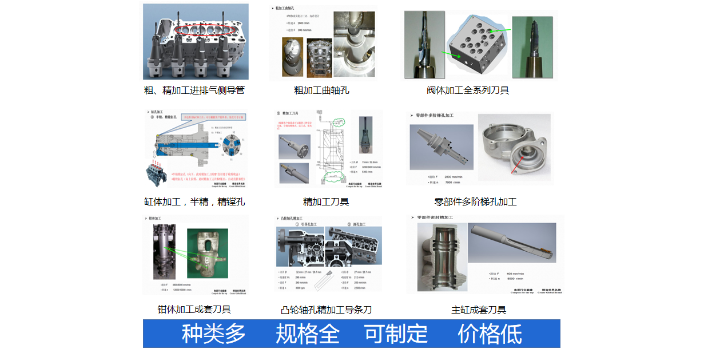
机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,表面几何形状十分复杂的工件,或被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。上海每卓在非标定制方面有着丰富的经验及技术,首先:我们会现场参与加工改善,深入生产线提供的技术支持,其次:针对工件特殊性提供专业高效的刀具设计及整套生产加工方案。我们所生产的非标刀具特点是设计精巧,稳定性好,加工精度高,能够满足使用要求,且交货速度快。汽车零部件非标刀具制动钳钻锪刀。四川锥孔钻非标刀具厂家

非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。河北非标钻削刀具非标刀具厂家082048 汽车零部件非标刀具排气管根部组合铣刀。

FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。
金刚石厚膜焊接刀具的制作过程一般包括:大面积的金刚石膜的制备;将金刚石膜切成刀具需要的形状尺寸;金刚石厚膜与刀具基体材料的焊接;金刚石厚膜刀具切削刃的研磨与抛光。常用的制备金刚石厚膜的工艺方法是直流等离子体射流CVD法。将金刚石沉积到WC+Co合金(表面进行镜面加工)上,在基体的冷却过程中,金刚石膜自动脱落。此方法沉积速度快(高可达930μm/h),晶格之间结合比较紧密,但是生长表面比较粗糙。金刚石膜硬度高、耐磨、不导电决定了它的切割方法是激光切割(切割可在空气、氧气和氩气的环境中进行)。采用激光切割不仅能将金刚石厚膜切割成所需要的形状和尺寸,还可以切出刀具的后角,具有切缝窄、高效等优点。金刚石与一般的金属及其合金之间具有很高的界面能,致使金刚石不能被一般的低熔点合金所浸润,可焊性极差。目前主要通过在铜银合金焊料中添加强碳化物形成元素或通过对金刚石表面进行金属化处理来提高金刚石与金属之间的可焊性。焊料一般用含Ti的铜银合金,不加助熔剂在惰性气体或真空中焊接。常用的钎料成分Ag=,Cu=,Ti=,常用的制备方法是电弧熔炼法和粉末冶金法。Ti作为活性元素在焊接过程中与C反映生成TiC,可提高金刚石与焊料的润湿性和粘结强度。刀具材料越硬,硬度越高,冲击韧性越低材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。同一批非标刀具在切削功能和刀具寿数方面一定要安稳,以便完成按非标刀具使用寿数换刀开展办理。南通导条式镗铰刀非标刀具厂家
汽车零部件非标刀具锥孔钻。四川锥孔钻非标刀具厂家
非标刀具磨损情况判断:1.如果在加工过程中,出现断续的无规则火星,那么说明非标刀具存在磨损,需要更换。2.看铁屑颜色,铁屑颜色改变,说明加工温度变化,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧出现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,出现光亮痕迹,但粗糙度并和尺寸并没有大的变化,这说明非标刀具参数已经磨损。5.听声音,加工震动加剧,非标刀具加工时异响频发,这就需要及时更换刀具。四川锥孔钻非标刀具厂家
上海每卓实业有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建AKIZ,森泰英格,恒峰,沃尔德产品为目标,努力打造成为同行业中具有影响力的企业。公司以用心服务为重点价值,希望通过我们的专业水平和不懈努力,将上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。等业务进行到底。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的液压夹具,非标数控刀具,数控刀柄,齿轮刀具,从而使公司不断发展壮大。