商机详情 -
江西磨床砂轮杆液压夹具加工
液压螺母工作原理液压缸位于螺栓中轴线的位置,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量。而正是螺栓的这种拉伸量决定了螺栓紧固所需的夹紧力。当液压螺母被加压后,螺栓受到拉伸,同时液压螺母和结合面紧贴。从而将螺栓的轴向形变锁住,也就是将剩余螺栓载荷锁在螺母里。很多连接面之间都配有密封垫。密封垫只有在连接面被压紧时才起作用,因此连接面始终保持被夹紧的状态就显得尤其重要了。对螺栓施加的载荷与液压缸中的油压成正比关系,这样的设计能够非常精确地留住有效载荷。由于载荷直接施加在螺栓上,且所有作用力都用于螺栓拉长,因此载荷产生所需的空间可以达到小。液压螺母特点1.由于采用超高压液压系统,液压螺栓的尺寸与原有传统螺母匹配,无需修改原有螺栓副设计2.无需扳手及套筒的空间,螺栓副的尺寸更紧凑;3.螺杆工作与纯拉伸状态,同尺寸螺杆可提供20%-30%更多的出力贡献,螺栓副更安全;4.通过液压拉伸螺栓,预定载荷更精确,紧固更可靠;5.采用目前国际上**的聚氨酯/金属复合密封的整体密封结构,密封部件少,密封形式兼顾低压、高压和超高压密封,特别适于超高压状态下工作;液压夹具,液胀夹具,齿轮磨齿夹具,车床夹具。江西磨床砂轮杆液压夹具加工

斜齿滑块式手动卡盘动作原理:卡盘外部三个滑块的顶部带有斜齿,与卡爪顶部的斜齿构成斜面啮合关系;于卡盘盘体之上有三个皆匀布置的滑槽,滑槽的方向和径向垂直;当三个滑块于滑槽之内移动时,透过滑块顶部与卡爪顶部斜齿的啮合把滑块的运动转换成卡爪的径向移动,夹紧或是松开工件。斜齿滑块式手动卡盘设有卡爪快换机构,如果按照下位在卡盘尾部的按钮时,可把卡爪抽出,一分钟内可以更换所有卡爪,数秒钟便能改变夹持直径。斜齿滑块式手动卡盘之上卡爪的驱动过程作为:用卡盘钥匙转动丝杆,丝杆带动滑块1于滑槽之内移动,该滑块亦透过同步盘带动另外两个滑块移动,保持三个滑块同步,带动三个滑块松开/夹紧。液压夹具盘丝型手动卡盘结构回顾:当用卡盘钥匙转动三个驱动小伞齿轮之一时,和小伞齿轮啮合的大伞齿轮逐渐转动,大伞齿轮的正面是平面螺纹(等进螺纹线),和平面螺纹相互啮合的三个卡爪随著平面螺纹的转动因而除此之外向心或是离心移动,实现工件的夹紧/松开。两种卡盘对比:斜齿滑块式手动卡盘的滑块移动方向垂直在卡爪的离心力方向,滑块顶部的斜齿与卡爪顶部的斜齿啮合时为面接触,因此卡盘的夹持力大,夹持力受离心力的影响非常小,可以用于高工作转速的场合。矿山机械液压夹具批发商液压夹具使用常见问题,应该使用或考虑使用双作用缸吗?
工作原理构成液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。折叠编辑本段液压夹具设计不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。折叠编辑本段液压夹具应用液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。
液压夹具使用常见问题Q1:应该使用或考虑使用双作用缸吗?即使在有小孔或长管路运行的系统中,双作用缸也能保证及时缩进。如果回复时间至关重要,则必须使用双作用缸(如在某些CNC控制系统中)。对于在60bar(6MPa)情况下运行的系统,建议使用双作用缸。Q2:如果必须使用单作用缸,需要注意哪些事项?尽可能减少接头(油口)的数量,限制配管的长度和。某些当地购置的接头和软管有极小的孔,而它们会限制流量。使用G1/8或类似尺寸的接头对系统也有这样的影响。在主油路上,这种限制更加明显。这常发生在有许多软管和一些接头上过长的配管会产生很长的油柱。因为油的惯性和回油背压,油在配管和软管中流动时产生的磨擦会减缓响应时间。如果只是单作用弹簧来推动油,则背压就可能足以延缓缸的运作。Q3:油路系统内有杂物,能否避免堵塞?切削后配管必须清洗干净,切削、毛刺、灰尘和其它杂物累积在管道和内置油路内。这些杂物会破坏元件密封,损坏阀的密封面,如果在夹具启动前不清理,则会导致夹具运转没有规律,并减少夹具使用寿命。使用不适合的接头也会导致阻塞和限制。Q4:加工时,切削方向直接对着夹紧元件或在元件内部加工,这有可能吗?需要考虑特殊设计。液压夹具具有高精度,高可靠性等良好的工作性能,能满足大批量,多品种机械加工的要求。
数控铣削夹具的选用原则-在选用夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。1.在生产量小或研制时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才考虑采用其他夹具。2.小批量或成批生产时可考虑采用夹具,但应尽量简单。3.在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。对夹具的基本要求--实际上加工中心加工时一般不用很复杂的夹具,只要求有简单的定位、夹紧机构就可以了,气设计原理也与通用铣床夹具相同。液压夹具具有夹紧力大,夹紧可靠,工作平稳。江苏车削液压夹具液压夹具
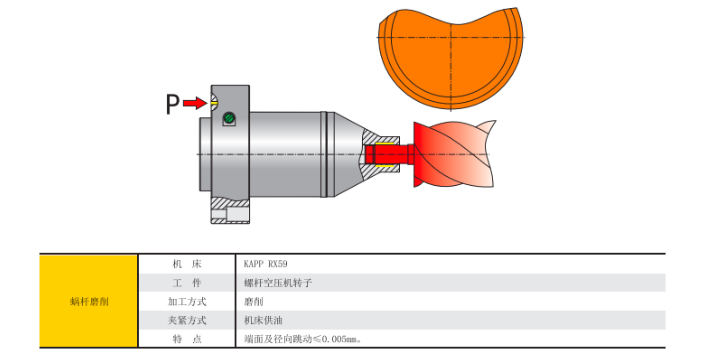
自适应液压夹具通过液压浮动支撑与大侧斜螺旋桨桨叶曲面自适应接触。江西磨床砂轮杆液压夹具加工
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试江西磨床砂轮杆液压夹具加工