商机详情 -
西藏气罐锥形封头源头工厂
锥形封头有2种款式、锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制,但实际制造中由于卷板机工作参数无法满锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制。温州浩邦金属制品有限公司致力于提供抛光锥形封头设备,竭诚为您设备。西藏气罐锥形封头源头工厂
不锈钢冷加工封头为什么会有磁性?不锈钢材料宜用冷成形。但是奥氏体不锈钢是没有磁性,经过冷加工的奥氏体不锈钢却会产生或强或弱的磁性,特别是对不锈钢封头、弯管、深冲件等加工程度较大的产品。这是因为常用的奥氏体不锈钢的基本组织大多为亚稳奥氏体,因此被称为亚稳定奥氏体不锈钢。当亚稳定奥氏体不锈钢冷成形时,部分奥氏体会发生马氏体转变,并与原奥氏体保持共格,以切变方式在极短时间内发生的无扩散相变,称为致生马氏体相变或形变诱导马氏体相变;不锈钢中马氏体一般有体心立方结构的α’马氏休和密集六方结构的ε马氏体二种形态,其中α’马氏体具有磁性,ε马氏体无磁性,但只有镍铬含量较高时,才产生ε马氏体。因此常用不锈钢中的部分组织由奥氏体转变为马氏体时,就会产生磁性。奥氏体的稳定性由其化学成份决定,加工引起的马氏体化还与加工的激烈程度有关。对象食品等一般用途,磁性不会对使用有影响,因此国内外一些标准都允许存在,对于磁性的表现形式----当量铁素体含量(铁素体有磁性),在美国的ASME标准原子能卷(Ш卷)中,当使用温度<427℃,允许铁素体含量3%~7%;当使用温度≧427℃,允许铁素体含量≧5%(计算方法为WRC图)。在我国。广东模压锥形封头标准温州浩邦金属制品有限公司 锥形封头设备获得众多用户的认可。

在维护保养过程中,以下注意事项要牢记:1.安全注意事项:维护保养工作必须在安全的环境中进行,避免野蛮操作导致封头表面的划伤或变形。使用相关工具时,要确保工具的锋利部分如锐角、毛刺等得到妥善处理,以避免意外伤害。2.操作注意事项:保养过程中,要遵循操作规程,避免违规操作或误操作导致封头的损坏。特别是对于有特殊要求的锥形封头,如高精度、高压等情况,更应严格遵守相关操作规范。总之,锥形封头的维护保养对其性能和使用寿命具有重要影响。通过定期清洗、检查和维护,可以确保其几何尺寸的准确性、表面质量的可靠性和密封性能的持久性。在保养过程中,遵循安全和操作规范,可以有效避免不必要的意外和损失。锥形封头作为关键的密封元件,其维护保养的重要性不容忽视。
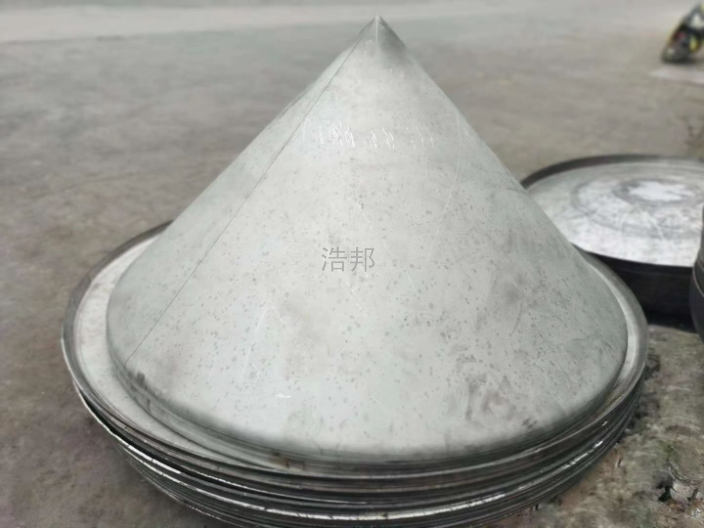
常用的锥形封头为分无折边锥形和折边锥形封头两种。一般常用的锥形封头为60度、90度、120度、150度几种,而无折边的锥形封头做出来因尺寸,模具的关系,可能圆度会较差一点,外面不美观,所以这种锥形除了在锥度越小时一般采用,而折边的锥形封头,因为带有直边,可以对它的圆整度进行修整,所以无论是在尺寸方面,还是圆整度,操作方便都是优于无折边的,这也是为什么很多客户都采用折边锥形封头的原因。对于锥体封头大端,当锥壳半顶角α<30°时,可以来用无折边结构;当α>30°时,应采用带过渡段的折边结构,大端折边的过渡段转角半径应不小于封头大端内直径的10%,且不小于该过渡段厚度的3倍。对于锥体小端,当锥壳半顶角α<45°时,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构。小端折边的过渡段转角半径应不小于封头小端内直径的5%。且不小于该过渡段厚度的3倍。当锥壳半顶角α>60°时,其厚度可按平盖计算,也可以用应力分析方法确定。锥壳与圆筒的连接应采用全焊透结构。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,有需求可以来电咨询!

锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。抛光锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!山东镜面锥形封头标准
温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有想法可以来我司咨询!西藏气罐锥形封头源头工厂
浅聊封头的使用与注意事项:1、防止标准封头强制性组装焊接。总体设计要避免拘束应力太大。2、标准封头打压试验用水氯离子含量不可超过25mg/L,实验后要及时烘干。3、标准封头酸洗钝化不能用硫酸等复原酸。4、严格执行《容规》要求的物质相溶性。注:针对0Cr18Ni9和304等亚平稳马氏体不锈钢封头非常容易因表面防护不合理,而造成表面点浸蚀。当与生产加工应力、电焊焊接应力累加后,终造成应力浸蚀和应力腐蚀。因此,请注意对该类不锈钢的表面防护。标准封头在使用时注意点:1、标准封头在硝i磷酸盐、氨、偏碱钠等自然环境下会产生裂纹,2、低合金钢在有氯离子含量的特殊自然环境下会产生晶间腐蚀裂纹,请在设计方案时选用适宜原材料。3、需热浸镀锌或碳化铬的碳素钢器皿,请先做热处理工艺,除去残余应力。4、避免不锈钢封头表面的磕磕碰碰刮伤。5、避免与碳钢直接接触,防止亚铁离子环境污染。6、没有在室外储放,防淋雨。标准封头的应用需要注意一些什么?1、封头的样子:依据机器设备的要求与有效,挑选适合自己的封头类型:如椭圆型、碟形、锥型、球型等。2、封头的规格:是指的内径或是直径。如377、426是之外径为准。西藏气罐锥形封头源头工厂