商机详情 -
化工设备管理系统联系人
随着制造业智能化、自动化的不断发展,企业对生产设备等资产的管理与运维需求日益增加。在这一背景下,设备全生命周期管理系统以其智能的特点,成为企业资产管理与运维的新选择。一、打破传统,智慧运维新潮流传统的资产管理与运维模式往往依赖于人工操作,效率低下且难以对设备进行实时监控和预测性维护。而设备全生命周期管理系统通过集成物联网(IoT)、大数据、云计算等技术,实现了对设备从采购、安装、运行、维护到报废的全生命周期管理,打破了传统运维模式的局限。二、实时监控,确保设备稳定运行设备全生命周期管理系统能够实时采集设备的运行状态数据,并通过数据分析,预测设备的潜在故障。这使得企业能够提前进行预防性维护,避免设备故障导致的生产中断和损失。同时,设备全生命周期管理系统还能提供设备故障的快速定位功能,帮助企业确保设备的稳定运行。三、集成化管理,优化资源配置设备全生命周期管理系统通过集成化管理,将所有设备的运行数据和信息整合在一个平台上,实现设备的集中监控和管理。这使得企业能够了解设备的运行状况,优化资源配置,提高设备的利用率。传感器技术是设备管理系统的数据来源。化工设备管理系统联系人

一、提高设备管理与运营效率快速识别与追踪RFID技术通过无线电波实现数据的读取与写入,无需人工干预即可完成对目标物体的快速识别与追踪。这极大地提高了设备识别和追踪的效率,使得企业能够更快速地定位和管理设备。实时数据更新RFID物联网管理系统能够实时采集设备的运行数据,并将这些数据实时传输到后台管理系统。管理人员可以随时随地查看设备的实时状态,从而及时做出响应和调整,提高运营效率。自动化管理流程通过集成RFID技术,设备管理系统能够自动化处理大量数据,减少人工干预。从设备入库、出库到盘点、维护,一系列原本繁琐的手动操作变得简单快捷,不*提高了工作效率,还降低了人为错误的风险。化工设备管理系统大概费用物联网技术在设备管理系统中的应用尤为重要。

1.传统依靠人工跟踪记录存档,这种管理模式存在缺点主要体现在:操作速度慢、散乱、复杂等,由于散乱、复杂,还很可能丢失文案,也不便查找,给管理工作人员带来很大程度的管理滞后,增加了成本,降低了企业生产力。设备管理软件的部署与实施能够轻松消除传统管理方式的弊端。2.常规的设备管理软件将基本情况和相关信息登记存档,然后将档案存档,缺少后续的维护、修改、运行的检查等,而企业运营设备的好坏、方便与否更是直接关系到企业的经济效益的提升,经营目标的实现。
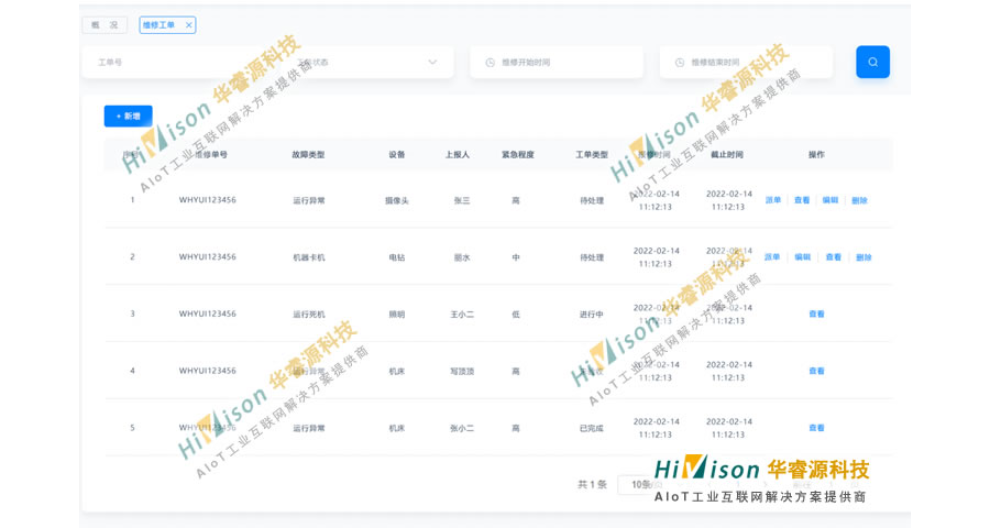
由此可见,传统的管理体制和人工手段已经不能满足要求,需要借助计算机建立先进高效的设备管理系统。设备管理系统内容编辑设备管理系统一般都包括以下部分:设备资产及技术管理:建立设备信息库,实现设备前期的选型、采购、安装测试、转固;设备转固后的移装、封存、启封、闲置、租赁、转让、报废,设备运行过程中的技术状态、维护、保养、润滑情况记录。设备文档管理:设备相关档案的登录、整理以及与设备的挂接。设备缺陷及事故管理:设备缺陷报告、跟踪、统计,设备紧急事故处理。预防性维修:以可靠性技术为基础的定期维修、维护,维修计划分解,自动生成预防性维修工作单。维修计划排程:根据日程表中设备运行记录和维修人员工作记录,编制整体维修、维护任务进度的安排计划,根据任务的优先级和维修人员工种情况来确定维修工人。工单的生成与跟踪:对自动生成的预防性、预测性维修工单和手工录入的请求工单,进行人员、备件、工具、工作步骤、工作进度等的计划、审批、执行、检查、完工报告,跟踪工单状态。备品、备件管理:建立备件台帐,编制备件计划,处理备件日常库存事务(接受、发料、移动、盘点等),根据备件库存量或备件重订货点自动生成采购计划。设备的高效运行确保了生产任务的按时完成,提高了客户满意度。
使用后的益处:优化资产价值:设备全生命周期管理确保设备在整个寿命内保持**运行,大限度地提升资产的价值。通过精细化管理,企业能够延长设备使用寿命,推迟资产更换的需求。降低成本:预防性和预测性维护能够减少维修成本和生产中断,从而降低整体运营成本。此外,通过优化备件库存和采购计划,企业能够减少占用,提高利用效率。提高生产效率:设备的**运行能够确保生产线不受意外故障的影响,从而提高生产效率。同时,通过实时监控和数据分析,企业能够及时发现并解决潜在问题,保障生产的连续性和稳定性。更好的预算规划:设备全生命周期管理允许企业更准确地预测设备维护和更换的成本,有助于更好地规划预算。系统提供的数据支持使得企业在决策过程中更加科学、合理。综上所述,设备全生命周期管理系统适用于多种类型的企业,并在优化资产价值、降低成本、提高生产效率和预算规划等方面带来益处。通过具体案例的展示,我们可以更加直观地看到该系统在企业实际运营中的重要作用。通过机器学习算法,系统可以从大量设备数据中学习和识别设备的正常运行模式和异常模式。上海智能设备管理系统
设备管理系统通过实时监控设备的运行状态和性能参数,能够及时发现潜在故障,并自动触发预警机制。化工设备管理系统联系人
万物智联时代,别再让瓶颈设备扼住产线的生产效率!在工业领域,目前很多企业都有使用一些成熟的信息化应用软件,常见的有ERP、MES、WMS、SCADA、设备管理、AGV系统等信息系统,它们主要解决多人协同、管理效率的问题。但在生产制造环节,设备作为生产过程中的重资产、重要管理对象,设备的利用率、工位瓶颈、性能不稳定都会影响产线的产能、产品的质量。主要原因如下:部分企业现场设备数据孤立、未采集,设备缺乏有效管理;设备运行状态、时序动作、节拍等数据未能有效采集,原数据的可读、可视性差,分析效率低、决策较难;工厂信息化软件多,数据融合少,设备数据未与生产方法、人员、物料进行关联,产线生产效率提升慢,发现问题不及时;设备出现故障或不稳定的现象,问题排查困难。分析设备节拍,实现定置管理数字孪生助您找出瓶颈工位,优化生产决策数字孪生是什么?通过采集产线设备的生产节拍,分析产线拥塞站点,并对拥塞站点设备的运动时间等参数进行调优,实现产线和设备的生产效率提升,辅助企业实现精益生产。了解更多数字孪生适合谁?主要应用行业设备对象标准设备:数控机床、机器人等。化工设备管理系统联系人