商机详情 -
青岛项目设备管理系统定制
在现代工业生产和企业运营中,作为资产的设备管理效率不*直接决定了企业的成本控制能力,更对生产安全水平和整体运营效益产生深远影响。相较于传统局限于维修保养的粗放式管理模式,基于数字化技术的设备全生命周期管理系统(Equipment Lifecycle Management System, ELMS)通过覆盖设备规划采购、运行维护直至退役报废的全流程智能化管理,正在设备资产管理模式的性变革。设备全生命周期管理系统正经历从被动响应式维修向主动预防性优化的范式转换,这一转变不*使其成为企业数字化转型的支撑平台,更重新定义了现代资产管理的价值标准。随着人工智能、数字孪生等前沿技术的持续渗透,ELMS将在设备管理智能化程度、决策精细性和价值链延伸等方面实现新的突破,为构建智能制造体系和可持续发展模式提供更加坚实的技术基础。系统一旦发现异常立即发出预警,使维修团队能够迅速响应,减少设备故障导致的停机时间。青岛项目设备管理系统定制

通过工业物联网资产跟踪和数字孪生,我们不*可以跟踪温度和湿度等关键环境因素,还可以跟踪这些材料的位置,例如,通过将其与有关压缩机振动门打开/关闭状态的大量数据相结合,组织可以收到主动警报,从而防止浪费。这种方法不*可以保护宝贵的资产,还可以延长其使用寿命,这体现了工业物联网如何将单纯的数据收集转变为更智能、更高效运营的催化剂。填补与工业运营相关的数据盲点,并利用完整的数据图做出决策可以减少近10%的浪费。工业物联网环境监测用例远程电源循环:组织可以远程重新启动网络、计算机和其他设备。数据中心的能源管理:企业可以测量环境因素,例如湿度、温度和占用情况,以管理暖通空调系统,并使用电机和其他设备的能源计量进行预测性维护。泄漏和洪水检测:企业可以持续监控是否有水,并关闭水泵和水阀以防止损坏。农业废物管理:该领域的组织可以使用传感器监测废物储存区的状况,防止溢出和泄漏,从而保护周围的土地和水源。智能配电电网:工业物联网可以实现更好的负载管理,减少浪费的电力,并增强可再生能源的整合。总结工业企业使用工业物联网来监控环境条件时可以获得许多好处。对于工业企业来说。青岛企业 设备管理系统工单管理:支持报修、派单、维修记录跟踪,实现闭环处理。

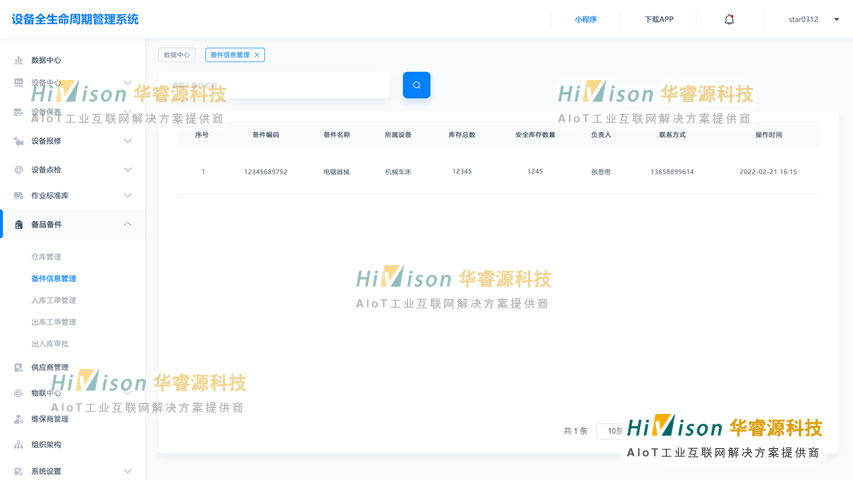
设备全生命周期管理系统的功能(1)资产台账数字化建立具有设备标识的电子化档案库,完整记录技术规格参数、供应商资质文件、保修服务条款等关键信息。借助二维码或RFID自动识别技术实现设备信息的快速检索与动态更新。(2)智能运维管理预防性维护:基于设备运行时长或生产周期的标准化保养计划自动生成机制。预测性维护:通过部署物联网传感器网络并结合机器学习算法,实现对设备潜在故障的早期预警与干预。工单自动化:构建从故障报警触发、维修任务智能分配到处理结果验证的闭环管理系统。(3)绩效分析与决策支持通过计算设备综合效率(OEE)、平均故障间隔时间(MTBF)及维修成本占比等指标,建立设备健康度评估体系。基于数据可视化技术构建管理驾驶舱,为设备更新改造决策提供量化依据。(4)供应链与备件协同集成供应商数据库实现备件需求自动预测与采购申请智能生成。应用库存优化算法实现备件安全库存的动态调整与预警。(5)合规与风险管理建立完整的设备安全检测档案与环保合规性文档管理体系。针对特种设备等高风险资产实施专项监控与应急预案管理。
在设备管理功能方面,新一代系统实现了三大突破。首先是设备档案的数字化重构,通过建立包含设备参数、维修记录、技术文档等信息的电子档案库,彻底改变了传统纸质档案管理效率低下的状况。其次是维护策略的智能化转型,系统基于设备运行数据,自动生成预防性维护计划,将传统的被动维修转变为主动预防。某汽车制造企业的应用实践表明,这种转变使设备突发故障率降低了百分之六十以上。管理流程的标准化再造,从设备申购到报废处置的全过程实现线上化管理,确保每个环节的可追溯性。规范操作流程,避免人为误操作导致的设备损坏。
麒智设备管理系统提供灵活的数据统计与分析功能,能够对设备的运行数据进行整体的统计和分析。系统能够从设备监测的各个方面收集大量的数据,如温度、湿度、能耗等,然后将这些数据进行整理、分析和可视化呈现。系统提供了多种数据统计和分析的工具和方法,例如图表、报表、趋势分析等。用户可以根据自己的需求选择合适的统计和分析方式,深入了解设备的运行情况和性能指标。通过数据统计和分析,企业可以获得关键的运行指标和趋势变化,例如设备的平均故障率、运行效率、能耗趋势等。这些数据分析结果可以为企业提供重要的参考和决策依据。基于数据分析,系统能够预测设备的维护需求,提前安排维护计划,避免突发故障,提高设备的可靠性和稳定性。福建生产设备管理系统
有助于工厂更好地落实设备保养责任,提高设备的可靠性和使用寿命。青岛项目设备管理系统定制
智能化设备管理系统的应用为企业创造了价值:运维效率提升某汽车制造厂的应用案例显示,通过预测性维护系统,设备故障预警时间平均提前72小时,非计划停机减少60%。某石化企业采用智能诊断系统后,关键设备的平均修复时间(MTTR)缩短了45%。经济效益***某飞机制造商的实践表明,通过优化备件库存管理,库存周转率提升35%,减少资金占用约8000万元。某半导体工厂的设备健康管理系统,帮助其延长关键设备使用寿命20%,节省设备更新费用超亿元。生产质量改善某精密制造企业通过设备状态监控,将加工精度波动控制在±0.01mm以内,产品合格率提升3.2个百分点。某食品企业的案例显示,设备参数稳定性与产品质量呈***正相关。青岛项目设备管理系统定制