商机详情 -
生产plc控制柜公司
具备网关功能的plc控制柜可实现多设备数据交互,将运行参数实时传输至中控系统,提升管理效率,网关功能通过集成工业网关模块实现,工业网关作为数据转换和传输的关键,能连接plc控制柜内的 PLC、智能电表、传感器等设备,采集设备的运行参数(如电流、电压、功率、元件状态),并将不同协议的数据(如 Modbus、Profinet、EtherNet/IP)转换为统一协议(如 MQTT、OPC UA),再通过以太网或 4G/5G 网络传输至中控系统(如 SCADA 系统、MES 系统)。管理人员可通过中控系统实时监控多个plc控制柜的运行状态,查看参数曲线、历史数据,无需到现场逐一检查;若plc控制柜出现故障(如过载、短路),网关会立即将故障信息传输至中控系统,并触发报警(如声光报警、短信报警),管理人员可快速定位故障位置,安排运维人员处理。具备网关功能的plc控制柜实现了 “分散控制、集中管理”,大幅减少人工巡检工作量,提升管理效率,广泛应用于大型工厂、智慧园区、数据中心等需要集中管理的场景。通过PLC控制柜,可以实现复杂的逻辑控制和运算。生产plc控制柜公司

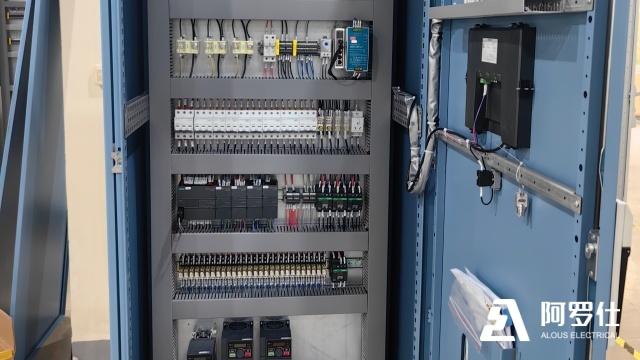
plc控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。南通锅炉plc控制柜定做在故障发生时,PLC控制柜能够自动报警,提示操作员。
风电控制系统的plc控制柜需具备抗强风、高海拔适应能力,保障风电设备运行,风电设备通常安装在野外、山顶等风力资源丰富的区域,面临强风(风速可达 30m/s 以上)和高海拔(海拔高度可达 2000m 以上)的恶劣环境,因此风电控制系统的plc控制柜需具备针对性的适应能力。抗强风方面,柜体需采用钢结构,厚度不低于 2.0mm,柜体与风电塔架的连接需使用螺栓,确保在强风下柜体不晃动、不移位;柜门需安装加强型铰链和锁具,防止强风导致柜门开启或损坏。高海拔适应能力方面,高海拔地区空气稀薄,散热效果差,元件绝缘性能下降,因此plc控制柜需选用高海拔型元件(如高海拔型断路器、接触器),其绝缘性能和散热性能经过特殊设计,能适应海拔 2000m 以上的环境;同时,柜体散热需采用工业空调,增大散热功率,确保柜内温度维持在元件允许范围内。此外,风电plc控制柜还需具备防沙尘、防低温功能,柜体防护等级不低于 IP54,内部加装加热装置,确保在沙尘、低温环境下正常运行,保障风电设备的稳定发电。
高质量plc控制柜多采用冷轧钢板制作,部分特殊场景会选用不锈钢提升耐腐蚀性。冷轧钢板具有较高的强度和良好的可塑性,经过剪板、折弯、焊接等工艺加工后,能形成结构稳固的柜体,且表面易于进行静电喷塑等防锈处理,成本适中,适合一般工业、民用等无强腐蚀的环境。而在化工车间、食品加工车间、海边户外等存在腐蚀性气体、液体或高湿度的场景,冷轧钢板易被腐蚀,此时会选用不锈钢材质,常用的 304 不锈钢含铬镍元素,能在表面形成氧化膜,有效抵抗酸碱腐蚀和盐雾侵蚀。不过不锈钢材质成本较高,且加工难度略大,需根据实际使用环境的腐蚀程度合理选择。PLC控制柜的显示屏可以实时显示设备运行状态。

按用途划分,plc控制柜可分为动力plc控制柜、照明plc控制柜和自动化控制plc控制柜等,不同类型的plc控制柜在功能设计、元件配置和应用场景上差异明显。动力plc控制柜主要用于给电机、水泵、风机等动力设备供电与控制,内部常配备大容量断路器、接触器和热继电器,确保能承载动力设备的启动电流和额定负载,广泛应用于工厂车间、污水处理厂等场所。照明plc控制柜专注于建筑照明回路的控制,除基础配电元件外,还会集成漏电保护器和定时器,可实现照明区域的分组控制、定时开关,适用于商场、办公楼、住宅小区等场景。自动化控制plc控制柜则集成 PLC(可编程逻辑控制器)、变频器等智能元件,能根据预设程序自动调节设备运行,多用于汽车生产线、智能仓储等自动化程度高的领域。通过PLC控制柜,可以实现生产数据的实时采集与分析。南京锅炉plc控制柜采购
现代PLC控制柜支持多种通讯协议,方便与其他设备连接。生产plc控制柜公司
汽车生产线的plc控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc控制柜发送 “焊接完成” 信号,plc控制柜再控制输送线将工件送至下一工序。此外,plc控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc控制柜会立即向机器人发送停机指令,确保人员和设备安全。生产plc控制柜公司