商机详情 -
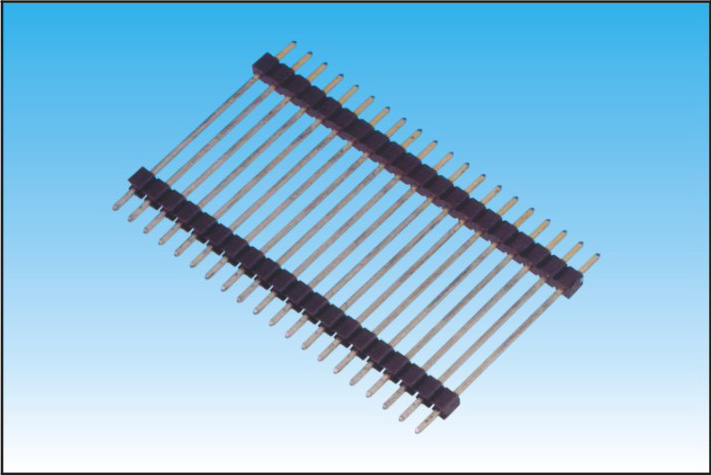
180直母
在汽车的安全气囊系统中,插针连接器的可靠性关乎驾乘人员的生命安全。安全气囊系统在车辆发生碰撞时,需在极短时间内触发,这就要求插针连接器能够在瞬间承受大电流和高电压,确保信号的快速、准确传输。为此,该系统中的插针连接器在设计上采用了特殊的接触结构,增加了插针与插孔之间的接触面积和接触压力,降低接触电阻,提高导电性能。同时,在材料选择上,使用具有高可靠性和稳定性的材料,经过严格的质量检测,确保每一个插针连接器在各种极端情况下都能正常工作,为安全气囊系统的可靠运行提供坚实保障。排针的尺寸精度对电子产品装配十分关键。180直母
排针
为了满足这一需求,仪表盘系统中的插针连接器采用了多针脚设计,不同针脚分别负责传输不同类型的数据。并且,在信号传输线路上采用了抗干扰技术,如屏蔽线、滤波电路等,以防止其他电子设备产生的电磁干扰影响数据传输的准确性。这样,驾驶者才能通过仪表盘清晰、准确地获取车辆的各项关键信息,确保安全驾驶。汽车插针的机械强度对于其在复杂工况下的使用至关重要。在汽车行驶过程中,插针连接器会受到振动、冲击等机械应力。如果插针的机械强度不足,容易出现变形、断裂等问题,导致电气连接失效。插针采购排针排母是关键的连接器他是电路半和其它设备之间的可靠连接。
为提高插拔寿命,在设计上,对插针和插孔的接触表面进行了特殊处理,如采用耐磨材料涂层、优化表面粗糙度等,减少插拔过程中的摩擦损耗。同时,在结构设计上,改进插针与插孔的配合方式,使插拔力更加均匀,降低局部应力集中。经过这些优化,插针连接器能够经受住数千次甚至上万次的插拔操作,满足汽车长期使用过程中的维修和保养需求。汽车插针在不同的工作温度环境下,其性能会受到***影响。在低温环境下,材料的柔韧性下降,插针可能变脆,容易断裂;而在高温环境下,材料的绝缘性能可能降低,导致短路风险增加。
排针排母的可靠性测试和质量控制是非常重要的,以确保产品性能和安全性。排针排母的可靠性测试和质量控制涉及多个方面,以确保产品的性能和安全性。首先,电气性能是关键,排针和排母应能承受所需的电流和电压,并具有良好的导电性。机械强度也是重要的考量因素,连接应稳定并能承受一定程度的机械应力,如插拔力和振动。耐腐蚀性也是一个重要的质量指标,金属部分通常采用镀金或镀锡处理以提高导电性并防止氧化。此外,设计时应考虑排针和排母的兼容性,以确保它们能与所需的电路板或组件一起使用。环境适应性也是不可忽视的因素,应根据使用环境选择合适的材料和保护措施,如在高温或潮湿的环境中使用。为了保证排针排母连接器的质量,需要从多个方面进行质量控制。首先,生产过程中应采取防静电措施,以保护连接器不受静电损害。其次,严格控制波峰焊的温度及时间,预热温度和焊接温度都有具体的规定,以确保焊接质量。散热设计也是关键,因为排针排母连接器在工作时会发热,良好的散热设计能保证产品的稳定性和寿命。在设计电流值方面,一般建议比较大使用电流不超过标称值的80%,以避免过热和损坏。排针排母的尺寸精度对于组装和连接的可靠性至关重要。
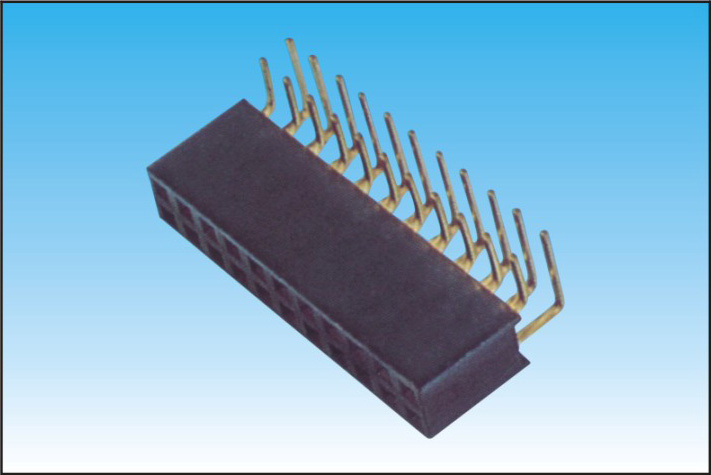
排针排母的生产过程确实需要进行严格的质量控制和检测。排针排母连接器的生产过程中,质量控制和检测是非常关键的一环。首先,从使用方法上来看,操作排针排母时需要缓慢插拔,特别是在拔排针时,要避免用力过猛以免损坏针脚。此外,如果在安装过程中发现排针缺少针数或其他异常情况,应立即更换,以避免使用中出现故障。使用过程中,应避免插反或错位,以及强行拔插,以防损坏排针产质量控制方面,排针排母的生产厂家需要遵循严格的质量管理规范,确保产品的质量和性能达到标准。例如,上海狮拓电子科技有限公司在与安费诺的合作中,通过了一系列的质量考核和技术认证,这些都体现了其在排针排母生产过程中的质量控制和检测的严格性2。此外,对于医疗器械等特定领域的产品,生产质量管理规范现场检查指导原则也提出了详细的质量控制要求,确保产品的安全性和有效性。这包括对机构与人员、厂房与设施、生产过程等多个方面的详细规定和检查要点3。综上所述,排针排母的生产过程确实需要进行严格的质量控制和检测,以确保产品的质量、性能和安全性。排针排母的品牌和口碑对于产品销售和市场份额有影响。5.08MM弯排针
排针排母的可靠性测试主要包括插拔次数和电性能测试。180直母
排针排母的使用过程中确实需要注意防静电和防腐蚀措施。防静电措施:排针排母在工作时会发热,温度过高会影响其性能,因此需要良好的散热设计。同时,排针排母在工作时可能会因为静电而受到损害,因此必须检查并确保排针和排母具有良好的防静电措施,以防止静电对设备造成损害12。防腐蚀措施:虽然搜索结果中没有直接提及防腐蚀措施,但考虑到排针排母的使用环境可能会接触到腐蚀性物质,因此在实际使用中应采取适当的防腐蚀措施,例如使用防腐蚀涂料或保持使用环境的干燥和清洁,以延长排针排母的使用寿命和提高其性能此外,还需要注意以下几点:温度控制:波峰焊的温度和时间需要严格控制。预热温度应为100℃±5℃,**高不超过120℃,且预热温度上升要求平稳。焊接温度为245℃±5℃,焊接时间建议一般**好不要超过3秒12。电流控制:排针和排母的**小电流值为20mA。一般建议使用电流不要超过标称值的80%。180直母