商机详情 -
陕西生产状态数字采集平台
物联网快速发展推动了IoT数据采集模块的广泛应用。企业通过部署这类模块,可以高效采集来自设备、传感器、控制器等终端的运行数据,为智能控制、预测维护、远程运维等应用提供基础。广东明睿智博自主研发的IoT数据采集模块,具备低功耗、高可靠性、快速响应等特点,支持多种通信方式如4G、Wi-Fi、NB-IoT等,便于部署于各种工业现场。模块已在多个工厂实现“即插即用”的快速部署,极大缩短系统上线周期。模块所采集的数据可与云平台或本地SCADA系统对接,构建端到端的工业数据链路,是推动数字化制造的关键一环。MES系统数据采集方案满足多行业需求,广东明睿智博不断提升系统兼容性。陕西生产状态数字采集平台

在“双碳”背景下,企业对能源管理的重视程度不断提升,能源数据采集系统成为构建智慧能源体系的重要环节。通过对水、电、气、冷等能源介质进行多维度、全时段的数据采集,企业可实现能耗结构优化与异常预警。广东明睿智博推出的能源数据采集系统,支持多种采集终端接入,具备数据清洗、分项统计、边界识别等智能功能。系统可与BMS、EMS平台对接,助力企业开展能源绩效分析与节能改进措施。通过该系统,企业不*能够实现能耗数据的可视,还能落实成本核算、碳排管理等深层应用,为绿色制造转型提供坚实的数据基础。陕西生产状态数字采集平台广东明睿智博自动化数字采集方案帮助用户建立标准化数据流程,提升工厂信息化建设水平。
数字采集系统在智能制造中的应用正逐步深入。通过采集各类设备、传感器和控制系统的数据,企业可以实现生产全流程的可视化与追溯,提升运营效率。一个完整的数字采集系统应覆盖从数据采集到传输、处理、存储和展示的全过程,保障实时性、准确性和系统稳定性。广东明睿智博在数字采集系统方面积累了丰富的项目经验,能够根据制造业、医药、电商、能源等不同行业的需求,提供定制化的系统集成解决方案。借助其开发的数据采集平台,客户可以快速完成设备接入与系统对接,实现数据资产的高效管理与智能调度,为企业数字化转型奠定坚实基础。
广东明睿智博在化工与精细化工行业推出工业现场数字采集系统,重点解决反应釜、干燥塔、冷凝器、泵站等设备的实时数字采集与安全预警问题。化工企业工艺复杂、介质多变,现场状态变化频繁,对采集系统的精度与实时性要求极高。明睿智博通过本安型采集模块部署于关键管道、阀门、仪表处,实时采集温度、压力、流量、液位、气体浓度等中心工艺参数。系统支持异常工况识别,结合安全联锁装置可进行本地响应,如自动关断泵浦、紧急切断气体通路等。所有数据通过专线传输至平台并支持与DCS系统对接,实现工艺监控与设备预防维护双重功能。该系统已在农药、染料、胶粘剂等行业得到实际应用,极大降低现场作业风险,提升企业本质安全水平。广东明睿智博数字采集解决方案具备高精度、低延迟特性,适用于高节拍设备的实时监测。
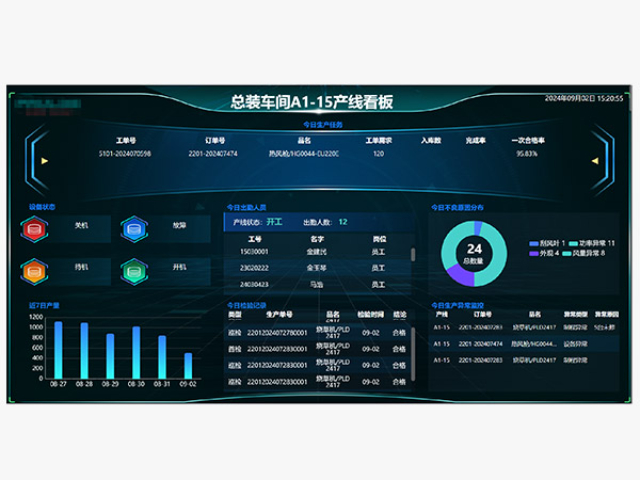
广东明睿智博在仓储物流数字采集领域构建了完整解决方案,支持从货物入库到出库全过程的数据自动采集,消除信息孤岛与作业断点。系统可与条码系统、RFID、电子标签、视觉识别设备等采集端集成,实现对货物位置、数量、状态、批次等关键信息的实时捕捉。采集数据自动同步至WMS或ERP系统,确保账实一致并支撑上层库存管理与订单履约。广东明睿智博的系统还支持自动调度叉车、AGV等设备,并实时回传设备执行数据,实现人、机、货数据三维融合。企业管理者可通过可视化大屏掌握仓内作业效率、异常情况、库容变化等运营数据。该系统已应用于电商分拨中心、医药冷链仓、零售集配仓等对物流效率与准确性要求极高的场景,助力企业实现从“仓库管理”向“智慧仓储”的转型升级。广东明睿智博自动化数字采集系统支持多线程并行处理机制,提升高并发场景下的采集效率。西藏自动化数字采集整合
工艺参数数据采集支持工艺优化调整,广东明睿智博助力工厂提升制造灵活性。陕西生产状态数字采集平台
随着工业互联网的发展,智能数据采集解决方案逐渐成为制造企业提升生产透明度和响应速度的重要手段。广东明睿智博机器人科技有限公司基于多年的行业沉淀,打造了一套完整的智能数据采集系统,涵盖从设备信号采集、数据协议转换、边缘计算处理到云端数据分析的全流程。该系统可以实时采集CNC机床、机器人、流水线等设备的关键数据,同时具备数据异常预警、自动报表生成和生产效率分析等功能。广东明睿智博的方案支持边缘网关部署,保障数据采集的实时性与稳定性,尤其适用于多设备并行运行、网络环境复杂的工业现场。通过该系统,企业可以建立统一的数据标准和分析逻辑,实现从“看得见”到“管得好”的跃升。该解决方案已广泛应用于新能源、五金加工、食品饮料等多个行业,助力客户实现数字驱动下的高质量发展。陕西生产状态数字采集平台