商机详情 -
山西车间设备数字采集
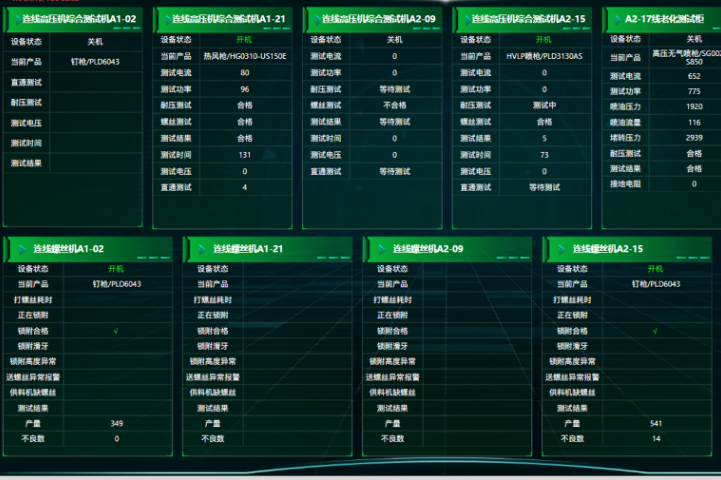
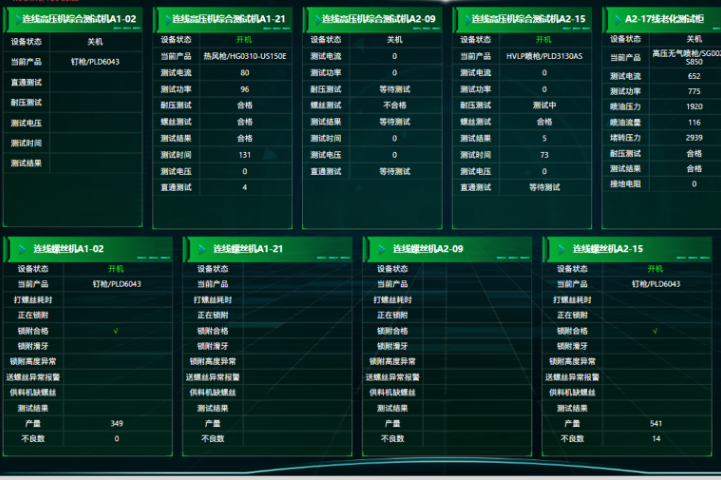
在智慧工厂的构建过程中,数字化采集平台发挥着承上启下的重要作用,既连接底层设备,又服务于上层决策系统。广东明睿智博机器人科技有限公司研发的数字化采集平台,能够高效整合来自生产线、仓储、能源系统、质检设备等多个维度的数据资源。平台具备强大的数据解析与结构建模能力,并可通过可视化大屏或WEB端进行实时展示,为生产管理、质量管控、运维预测等环节提供数据支持。此外,该平台还支持对接WMS、MES、ERP等系统,实现从数据获取到业务联动的闭环应用。广东明睿智博特别注重平台的可扩展性与二次开发能力,便于企业根据业务发展进行功能拓展和接口集成。无论是中小型工厂的信息化起步,还是大型制造集团的智能升级,该数字化采集平台都能为客户带来明显的应用价值与竞争优势。仓储物流数据采集系统提升货物追踪效率,广东明睿智博助力物流智能化升级。山西车间设备数字采集

广东明睿智博为环保设备制造企业提供的数字采集系统,应用于除尘器、废气治理装置、水处理设备等装配与调试过程。系统通过部署在关键检测点的差压计、温度计、PH传感器、电机监控模块,实现包括设备运行状态、过滤效率、电控箱开关周期、泵站负载等参数的动态采集。平台可生成产品测试报告、故障定位记录、调试人员操作轨迹,并与产品序列号绑定,形成“产品即档案”的完整履历。广东明睿智博平台支持Web端可视化图谱分析,便于技术与售后团队实时掌握设备出厂前状态,实现远程验收或预维护建议,已应用于VOC治理装置、污水处理一体机等高环保标准产品,为行业客户保障交付质量与合规性管理提供了有力支撑。新疆环境监测数字采集模块环境监测数据采集平台具备多维度数据分析能力,广东明睿智博推动环保智能化。
广东明睿智博为智能照明系统制造企业提供一体化的数字化车间采集平台,特别适用于LED模组、驱动电源、调光控制器等元件的测试与装配。系统部署于灯具测试区、流水线、自动打标机、老化车等位置,实现电流、电压、亮度、色温、驱动响应速度等数据的自动采集。平台与MES系统结合,根据不同订单规格自动匹配检测模板,完成差异化质量控制。广东明睿智博系统还支持导入客户对接参数模板,帮助工厂按客户要求自动调整检测流程与项目范围。系统内置缺陷识别算法,可结合视觉检测判断焊点异常、灯珠偏色、PCB翘曲等问题,实现生产异常早识别、早处理。该平台应用于城市亮化工程、商用照明、智能家居照明产品生产中,助力客户实现“个性化+高一致性”的批量交付目标。
广东明睿智博在智能仓储设备制造商领域部署的数字采集系统专为堆垛机、穿梭车、输送设备、分拣机等中心部件生产线打造。系统可实时采集装配精度、测试响应时间、运动曲线、控制逻辑运算过程等信息,同时与设备控制系统(如伺服、PLC)同步记录调试参数与日志。平台具备一键生成设备性能报告、装配流程文档、异常诊断记录等功能,方便设备厂商对出厂设备进行品质管控与后续服务准备。广东明睿智博系统支持不同设备型号的批量管理、装配数据统计与成品追溯,应用于物流自动化设备制造工厂、输送分拣集成商及AGV制造商,是提升产品稳定性与售后效率的关键信息工具。自动化数据采集平台提升生产自动化水平,广东明睿智博持续优化系统稳定性。
数字化车间采集系统作为推动工厂透明化与智能化的重要工具,正在被越来越多制造企业部署与应用。该系统不*采集生产与设备数据,还整合了工艺、质量、能源等多维度信息,帮助企业实现车间运营的感知与数据驱动的决策优化。广东明睿智博依托先进的软件开发能力与工业控制技术,推出了具备边缘计算与云端协同的数据采集系统,兼容各类控制器与传感器,满足高频率、高稳定性的采集需求。系统支持多车间、多产线的数据归集与智能分析,为企业打造统一的数字化车间管理平台提供了有力支撑,已在电子、医药、新能源等行业中成功落地。工业数据采集助力智能制造发展,广东明睿智博不断研发创新产品。山西工业数字采集改造
生产线数据采集实时反馈生产状态,广东明睿智博帮助企业实现生产流程优化。山西车间设备数字采集
工厂数据采集系统不*关乎生产现场的实时监控,更是推动智能制造落地的中心支撑系统。广东明睿智博机器人科技有限公司长期深耕工厂数据采集技术,推出的整体解决方案涵盖信号采集终端、工业通信模块、数据预处理软件和多维可视化平台。该系统能够灵活对接各类老旧或新型设备,实时采集温度、电流、震动、设备状态等多种类型数据,并通过本地或云端数据平台进行统一分析。广东明睿智博在系统设计中高度重视稳定性与兼容性,支持分布式部署和断点续传机制,保障数据完整性。系统服务于冶金、机械加工、包装等行业客户,在提升设备稼动率、缩短停机时间、降低维护成本方面取得明显效果。通过工厂数据采集系统,广东明睿智博正在助力越来越多的制造企业迈入智能化管理的新阶段。山西车间设备数字采集