商机详情 -
江门橡胶零件加工管理软件供应商
下面我们来详细了解一下零件加工管理软件的优势。1.提高产品质量。零件加工管理软件可以帮助企业实现生产过程的自动化监控和生产计划的合理安排,从而提高产品质量。通过软件的自动化监控功能,企业可以实时掌握生产过程中的各项指标,及时发现问题并进行处理,从而避免生产过程中的质量问题。同时,软件的生产计划功能可以帮助企业合理安排生产计划,避免生产过程中的质量问题,提高产品质量。2.降低成本。零件加工管理软件可以帮助企业实现生产过程的自动化监控和生产计划的合理安排,从而降低成本。通过软件的自动化监控功能,企业可以实时掌握生产过程中的各项指标,及时发现问题并进行处理,从而避免生产过程中的浪费和延误,降低生产成本。同时,软件的生产计划功能可以帮助企业合理安排生产计划,避免生产过程中的拥堵和滞后,降低生产成本。进度跟踪:软件需要能够实时跟踪零件的加工进度,包括已完成的数量、剩余的数量等。江门橡胶零件加工管理软件供应商
ERP解决方案:4.成本管理简明。ERP可实现直接材料、直接人工,制造费用等生产成本管理。直接人工和制造费用可按完工数量或者直接材料金额自动分配简化操作;自制半成品和原材料分别核算简明而清晰;完工入库可按物料实际损耗和标准损耗计算更准确和灵活。5.功能贴合行业。ERP支持多个产成品同一个BOM清单,贴合机械零部件加工行业原材料单一,产成品(小五金)通用性强的特点方便客户操作;在工资统计方面,可实现按完工数量计件和按移交数量计件,并且工票支持多计量单位的自动转换,便于统计工资。江苏注塑热流道零件加工管理软件随着人工智能和大数据技术的发展,零件加工管理软件将越来越智能化。
零件加工管理软件是一款基于先进技术的管理软件,它在技术创新方面具有多项优势。首先,该软件采用了全新的智能化技术,能够实现对零件加工过程的综合监控和管理,从而提高生产效率和质量。其次,该软件提供了先进的功能,如自动化生产调度、实时监控、数据分析等,能够帮助企业实现精细化管理,提高生产效率和降低成本。此外,该软件还具有高度的可定制性和可扩展性,能够满足不同企业的需求,为企业提供更加个性化的解决方案。除此之外,零件加工管理软件还具有多项技术创新亮点。首先,该软件采用了先进的云计算技术,能够实现数据的实时共享和远程管理,为企业提供更加便捷的管理方式。其次,该软件采用了人工智能技术,能够实现对生产过程的自动化控制和优化,从而提高生产效率和质量。此外,该软件还采用了大数据分析技术,能够对生产数据进行深度挖掘和分析,为企业提供更加准确的决策支持。总之,零件加工管理软件是一款具有多项技术创新优势的管理软件,能够帮助企业实现精细化管理,提高生产效率和质量。
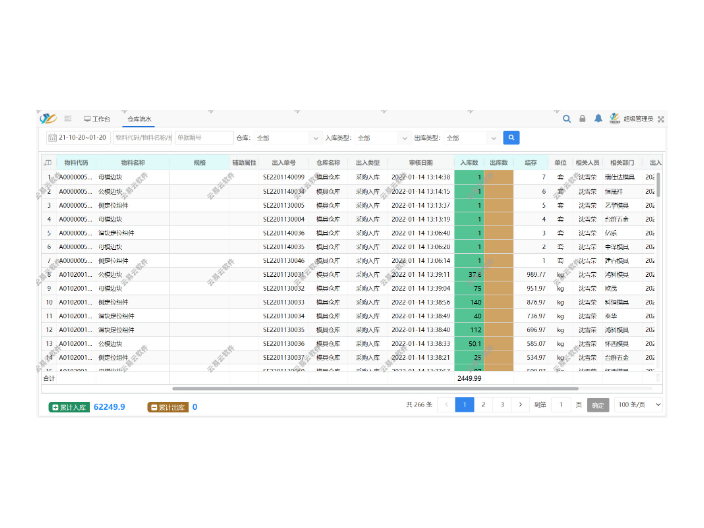
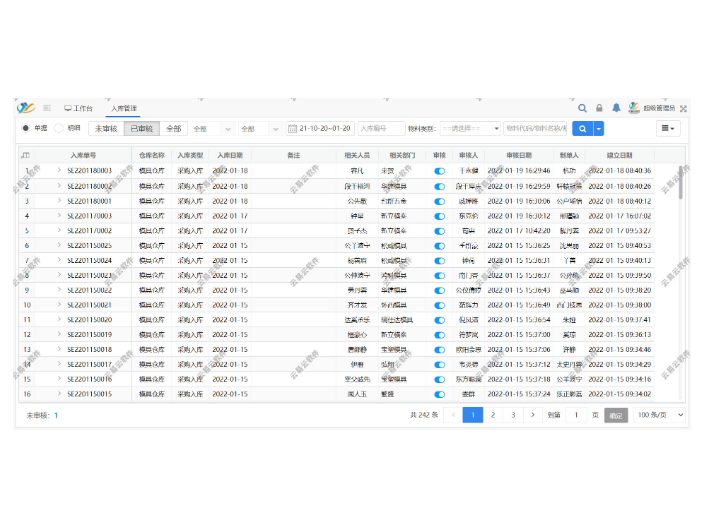
零件加工管理软件的作用主要有:1.技术管理:按零、部件所属关系显示产品的层次结构,实现产品明细表、工艺流程、下料数据等的编制与管理。结构清晰,操作灵活,功能完善。2.生产管理:编制或从销售订单中导入要投产的产品明细,自动生成投产零、部件明细,原材料、标准件、配套件需求明细,外委加工订货明细等。可打印材料领用单、生产派工工作票、各种生产计划等。在计算过程中,可以自动检查库存,将库存可用件从投产数量中减除,记录投产批量中新投产数量、库存已有数量等。为了生产效率和管理水平,模具企业需要借助信息技术来进行管理。
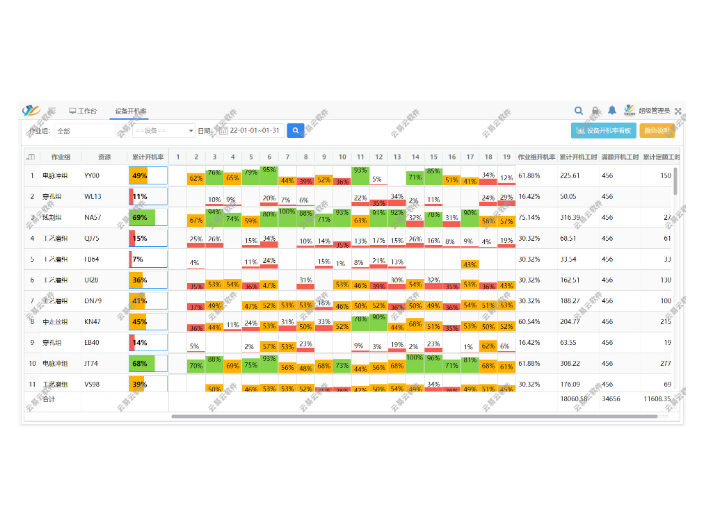
云易云模具管理软件品质管制功能可于系统中建立完整的品质管制体系与标准,对所有必要的检验环节进行有效的品质验证与跟踪,整体提高企业产品的品质水准。资讯采集自动化通过生产设备联机与现场人员即时报工,自动采集生产过程中的必要资讯,实现了资料即时采集的功能,减少了传统需人工输入的成本和时间差,并提高了资料的准确性和采集效率,使企业实现战情室的管理方式,即时监控所有生产状况并进行有效的管理。生产设备联网透过机联自动采集和人工结合的方式,对生产设备/模具进行即时性的管理工作,更可达到先期预警的效果,在设备尚未故障前即可提示,让管理人员有缓冲时间安排必要的维修,以达到零故障的目的,整体提升企业设备稼动率,降低生产成本与缩短交期。零件加工管理软件可以为新员工提供培训和技术支持,帮助他们快速熟悉生产流程和设备操作。温州零件加工管理软件有哪些
零件加工管理软件可以实时跟踪每个零件的生产进度,帮助管理人员了解每个环节的生产状况。江门橡胶零件加工管理软件供应商
机械精密零件加工“技术要求”汇总。精加工后技术要求:(1)精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。(2)加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。(3)滚压精加工的表面,滚压后不得有脱皮现象。(4)终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火。零件的密封处理:(1)各密封件装配前必须浸透油。(2)组装前严格检查并清理零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。(3)粘接后应清理流出的多余粘接剂。齿轮技术要求:(1)齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。(2)齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。(3)齿轮箱与盖的结合面应接触良好。江门橡胶零件加工管理软件供应商