商机详情 -
重庆产线级mes系统哪家好
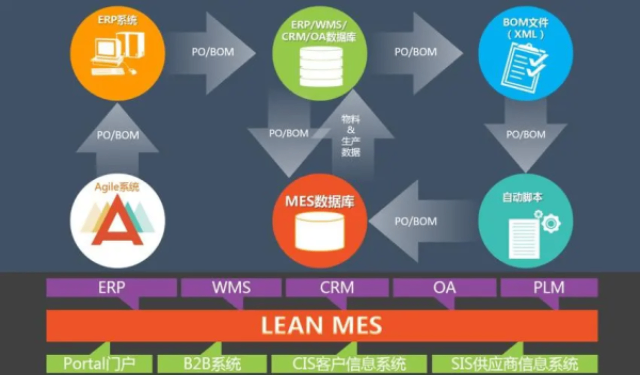
MES,即制造执行系统,是面向制造企业车间执行层的生产信息化管理系统。它位于企业上层计划管理系统(如ERP)与底层工业控制之间的面向车间层的管理信息系统,是连接计划层与设备层之间的桥梁。MES的关键功能包括生产调度、生产执行、数据采集、质量控制、设备管理等,旨在提高生产效率、优化生产流程、确保产品质量,并为企业决策提供实时、准确的生产数据。在智能制造的大背景下,MES作为制造企业的关键信息系统,发挥着至关重要的作用。它不只能够实现生产过程的自动化和智能化,还能够与企业的其他管理系统(如ERP、CRM等)进行无缝集成,形成完整的智能制造体系。通过MES,企业能够实时掌握生产状况,快速响应市场变化,提高生产效率和产品质量,从而在激烈的市场竞争中占据优势地位。实时监测生产过程中的质量指标,确保产品符合标准。重庆产线级mes系统哪家好
MES系统通常具备一定的定制化与可扩展性。由于不同企业的生产流程、管理模式和业务需求存在差异,因此MES系统需要能够根据企业的实际情况进行定制和调整。通过定制化服务,MES系统能够更好地满足企业的特定需求,提高系统的适用性和实用性。同时,随着企业的发展和业务规模的扩大,MES系统还需要具备可扩展性,以便能够轻松地扩展系统的规模和功能。通过定制化与可扩展性,MES系统能够伴随企业的成长和发展,为企业提供长期、稳定的支持。重庆产线级mes系统哪家好多语言支持:提供多语言界面和支持服务,方便不同国家和地区的用户使用。
设备管理是MES系统不可或缺的一部分。它通过实时监测设备的运行状态,对设备进行预防性维护和故障预测。MES系统能够记录设备的运行历史、维修记录等信息,为设备的维护和管理提供数据支持。此外,MES系统还能通过优化设备调度和使用,提高设备的利用率和生产效率。物料管理是MES系统的重要组成部分。它通过对物料的采购、库存、使用等过程进行管理和控制,确保物料的及时供应和合理利用。MES系统能够实时跟踪物料的库存情况,根据生产需求自动生成物料需求计划,并通过与供应商、仓库等部门的协同,实现物料的及时采购和配送。
MES系统的实施与部署是确保系统成功应用的关键。在实施MES系统之前,企业需要对自身的生产流程、管理模式和业务需求进行深入分析,明确系统的目标和定位。然后,企业需要选择合适的MES系统供应商,并根据企业的实际情况进行系统的定制和调整。在实施过程中,企业需要注重系统的培训和推广,确保员工能够熟练使用系统并发挥其较大效益。同时,企业还需要建立完善的系统维护和升级机制,确保系统的稳定运行和持续更新。MES系统将成为制造业信息化领域中的关键支撑系统之一,为企业的数字化转型和智能制造提供强有力的支持。Mes在生产系统的安全保障中有意义。

MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。通过案例分享,我们可以看到MES系统在不同行业中的成功应用和实践经验。这些案例不只为企业提供了宝贵的参考和借鉴,也展示了MES系统在提升生产效率、降低成本、保证产品质量等方面的明显成效。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。监控和记录生产过程中的质量数据,及时发现并纠正问题。北京产线级mes系统
适应性:系统能够适应市场变化和客户需求的变化,保持企业的竞争力。重庆产线级mes系统哪家好
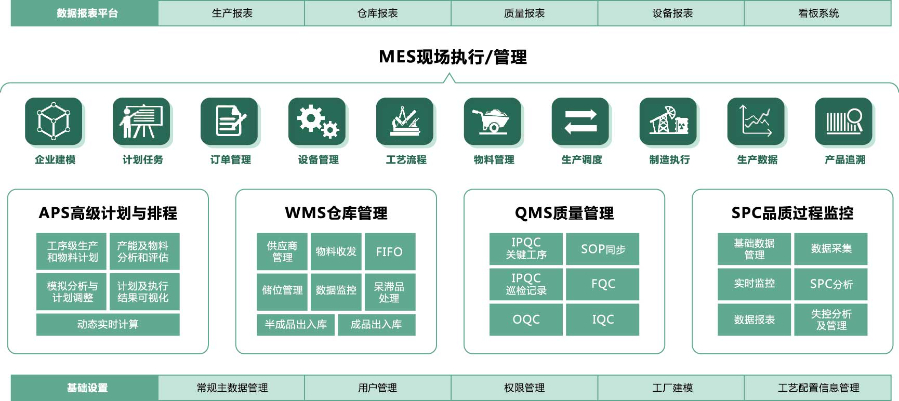
MES系统通常由多个关键功能模块构成,包括但不限于生产计划与调度、生产执行与监控、质量管理、设备管理、物料管理、人员管理以及数据分析与报表等。这些模块相互协同,共同支撑起MES系统的强大功能。例如,生产计划与调度模块能够根据订单需求和生产能力,智能生成较优的生产计划;而生产执行与监控模块则实时监控生产现场,确保生产计划的顺利执行。MES系统的生产计划与调度模块,通过集成先进的算法和模型,能够实现对生产计划的智能化排程。它综合考虑订单优先级、生产资源状况、工艺路线等多种因素,自动生成较优的生产计划。同时,该模块还能根据生产过程中的实际情况,如设备故障、原料短缺等,实时调整生产计划,确保生产的灵活性和高效性。重庆产线级mes系统哪家好