新闻中心 - 易孚迪感应设备(上海)有限公司
-
 制冷机感应钎焊
制冷机感应钎焊易孚迪感应设备(上海)有限公司拥有专业的设计团队,能够根据客户的不同需求,设计出合适的感应线圈,为大型变压器引线钎焊提供好的解决方案。易孚迪感应设备(上海)有限公司,是ENRX 集团于2001年在上海...
发布时间:2025.09.28 -
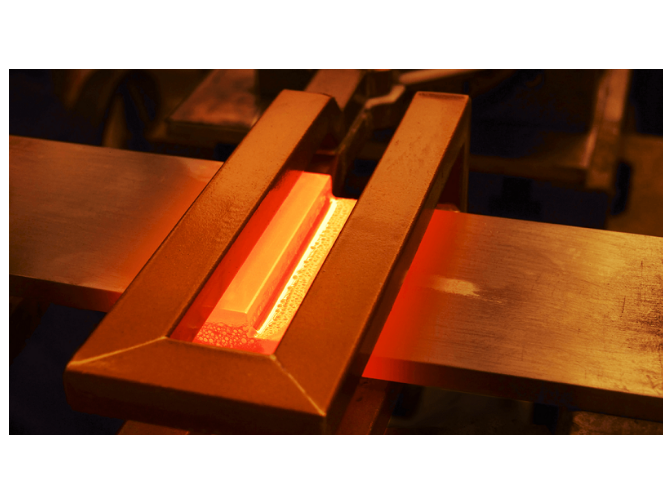
 冷冻集装箱铝管感应钎焊机床
冷冻集装箱铝管感应钎焊机床风力发电机引线钎焊中钎料溢出会导致绝缘污染、电气短路等严重问题,需通过以下措施避免:一是控制钎料添加量。根据引线间隙尺寸(通常为0.05mm-0.2mm),精确计算所需钎料体积(公式:V=π×(d₁+...
-
 冰柜铝管感应钎焊系统
冰柜铝管感应钎焊系统冰箱铝管感应钎焊常见缺陷包括钎料未熔合、气孔、裂纹及铝管变形,其成因与工艺控制、设备精度及材料状态密切相关。钎料未熔合多因加热温度不足或钎料与铝管间隙过大导致,可通过提高加热功率(如从10kW增至12...
-
 Sinac智能化感应钎焊系统
Sinac智能化感应钎焊系统易孚迪公司在风力发电机引线和短路环钎焊领域能提供全方面的服务。在设备供应方面,公司生产的高质量感应钎焊设备是重要优势之一。这些设备采用了先进的感应加热技术,具有加热速度快、加热均匀、控制精确等特点,能...
-
 轮毂轴承外球道感应淬火机床
轮毂轴承外球道感应淬火机床汽车转向器齿条是实现转向功能的关键部件,它通过与转向齿轮的啮合,将驾驶员的转向操作转化为车轮的转向运动。由于齿条在工作过程中承受着频繁的冲击和摩擦,因此对其耐磨性和疲劳强度有着极高的要求。感应淬火技术...
-
 同步器感应淬火感应器
同步器感应淬火感应器导轨作为机械设备中的重要部件,承受着来自各个方向的力量和振动,因此需要具备出色的耐磨性、抗疲劳性和稳定性。感应淬火技术作为一种先进的金属表面处理技术,被广泛应用于导轨的生产过程中。通过高频电磁场的作用...