商机详情 -
上海 Weldec高频接触焊管
换型过程中频率调整是耽误时间的主要因素之一,传统设备换型后需要人工反复调整频率,试焊多次才能找到合适的参数,不*耽误时间,还会产生不少试焊废品,增加生产成本。Weldec 高频感应焊管解决了这个问题,感应器换型后频率会根据每一个管的尺寸自动调整,不需要人工调试,换型完成就能直接开始正常生产,减少了试焊带来的废品浪费,也缩短了换型时间。易孚迪感应设备(上海)有限公司的这款设备,自动化频率调整的精度很高,调整后的频率能适配对应尺寸管材的焊接要求,焊接质量稳定,不需要人工反复核对,节省了人工,也降低了损耗。易孚迪(ENRX)的Weldac 高频焊管设备具有高度集成化设计,提高工作效率。上海 Weldec高频接触焊管

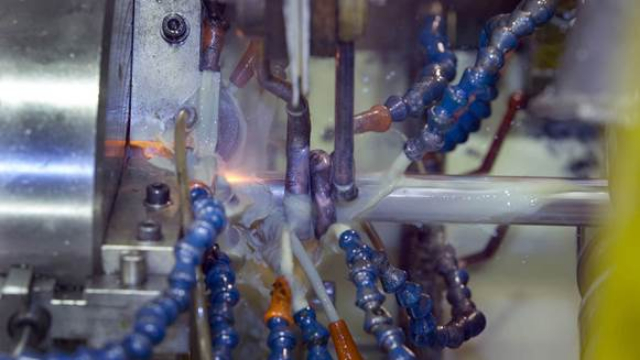
高频感应焊管机利用电磁感应原理,通过高频交变磁场在金属管坯边缘产生感应电流(涡流),电流因电阻产生热量,使管坯边缘迅速升温至熔融状态,随后在挤压辊作用下实现焊缝结合。其重要组件包括高频电源、感应线圈、挤压辊及冷却系统。高频电源将工频交流电转换为高频电流(通常50-400kHz),感应线圈作为能量传输介质,将高频电流转化为磁场,作用于管坯边缘。焊接过程中,需精确控制高频功率、焊接速度及挤压压力,确保焊缝质量。该技术具有加热速度快、热影响区小、焊接效率高等优势,适用于不锈钢、碳钢等多种材质的管材生产。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,专注于感应加热设备的研发与生产,其高频感应焊管机在行业内以高效、稳定著称,广泛应用于全球管材制造领域。上海 Weldec高频接触焊管高频焊管设备采用自动化控制系统,提高了生产效率和焊缝质量的一致性。
高频感应焊管机的维护成本相对较低,主要得益于其模块化设计和耐用性。重要部件如高频电源、感应线圈及冷却系统的平均无故障时间(MTBF)超过20000小时,日常维护只需定期检查线圈水冷系统、清洁电源滤网及更换易损件(如轴承、密封圈)。以易孚迪的设备为例,其高频电源采用IGBT模块,寿命达10年以上,维护成本较传统电子管电源降低60%。感应线圈采用铜管镀镍工艺,耐腐蚀性强,使用寿命可达5年以上。此外,设备配备智能诊断系统,可提前预警潜在故障,减少停机时间。易孚迪作为ENRX集团在亚洲的服务中心,提供原厂配件及快速响应的售后服务,进一步降低客户维护成本。其高频感应焊管机在长期运行中,总拥有成本(TCO)较同类产品低15%-20%。
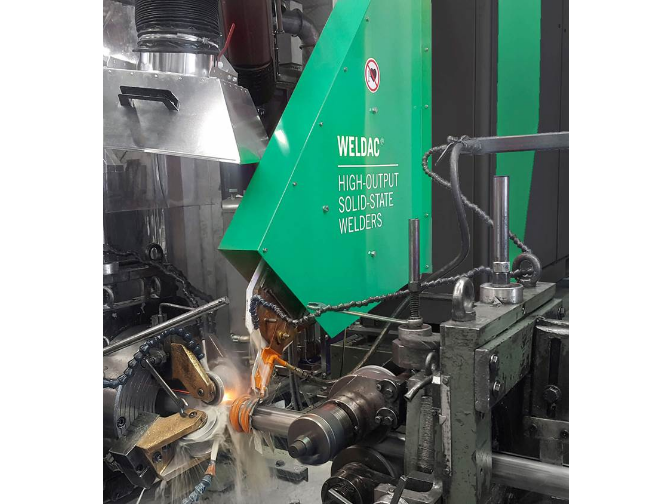
焊接环节的能耗占管材生产总能耗的比例很高,降低焊接能耗就能有效降低管材生产的综合成本,提升企业的利润空间。Weldec 高频感应焊管作为固态高频感应焊接设备,能源利用率比传统焊接设备更高,能有效降低焊接能耗,帮助企业控制生产成本。易孚迪感应设备(上海)有限公司优化了设备的感应线圈与电路设计,减少了无用的功率损耗,把更多能源用到焊接加热上,进一步提升了能源利用率。长期使用下来,节省的电力成本十分可观,能帮助企业提升生产的整体利润,符合现在绿色节能生产的发展方向。易孚迪(ENRX)的Weldac 高频焊管设备具有可靠的操作性能和稳定的生产能力。
高频感应焊管机的焊接速度因材质、管径及厚度而异,通常可达每分钟10-200米。例如,薄壁碳钢管(壁厚1-3mm)焊接速度可达150-200米/分钟,而厚壁不锈钢管(壁厚5-10mm)速度可能降至10-30米/分钟。速度提升的关键在于高频电源的功率密度和感应线圈的设计。易孚迪的设备采用先进的IGBT逆变技术和SiC电源技术,可将工频电转换为高频电流,减少能量损耗,提高加热效率。同时,其感应线圈采用水冷铜管设计,优化磁场分布,确保管坯边缘均匀加热。此外,焊接速度还受挤压辊压力和冷却系统影响,过快可能导致焊缝未熔合,过慢则增加氧化风险。易孚迪通过仿真软件和现场测试,为客户提供好的工艺参数,确保速度与质量的平衡。作为ENRX集团在中国的企业,公司持续研发高效焊接技术,满足全球客户对产能的需求。易孚迪(ENRX)的Weldac 高频焊管设备具有结构紧凑,占用空间小,便于布局和安装。磁性钢高中频焊管设备
易孚迪(ENRX)的高频焊管设备可实现高速和连续的生产,适应市场需求。上海 Weldec高频接触焊管
对于新建的管材生产线来说,选择合适的焊接设备十分重要,需要匹配生产线的产能规划,适配未来可能拓展的产品品类,Weldec 高频感应焊管有多种功率和频率选项,能满足新建生产线的规划需求,还能预留一定的功率空间,方便企业未来拓展产品品类。易孚迪感应设备(上海)有限公司可以根据生产线的产能与产品规划,推荐合适功率的设备,帮助企业做好规划,避免选错设备影响生产。设备的适配性强,能和不同品牌的前后工序设备对接,整合进新建生产线十分方便,不需要做大规模改造,缩短了新建生产线的安装调试周期,能更快投入生产。上海 Weldec高频接触焊管