-

 大型缠绕机生产厂家
发布时间:2026.01.08
大型缠绕机生产厂家
发布时间:2026.01.08
自动贴标、称重功能的集成,使我司全自动干法缠绕机实现了生产与质量管控的无缝衔接。该功能与龙门式三工位、双驱主框架协同工作,自动贴标系统可精确将产品信息标签贴附在储氢瓶指定位置,标签位置偏差不超过±2m...
-
 高效节能等离子清洗机制造
发布时间:2026.01.07
高效节能等离子清洗机制造
发布时间:2026.01.07
等离子清洗机的真空系统采用智能压力闭环控制技术,通过高精度压力传感器实时监测腔室压力,反馈调节真空泵运行状态,压力控制精度达±1Pa,确保等离子处理环境的稳定性。5流道腔室采用并行式布局设计,流道间距...
-
 测试分选机厂家
发布时间:2026.01.06
测试分选机厂家
发布时间:2026.01.06
编带模块的收料机构采用伺服驱动与精确张力控制设计,确保编带盘卷绕的整齐性与稳定性。收料机构的收料速度可根据编带速度自动匹配,收料张力可精确调节,避免因收料速度与编带速度不匹配导致的编带松散或过度拉伸;...
-
 深圳小型油管焊接机推荐厂家
发布时间:2026.01.05
深圳小型油管焊接机推荐厂家
发布时间:2026.01.05
振动盘进料系统的降噪设计改善了全自动油管焊接机的运行环境,降低噪音污染。振动盘采用低噪音振动电机,运行噪音≤65dB;底盘与支架之间安装减振橡胶垫,减少振动传递与噪音辐射;轨道内侧粘贴耐磨降噪材料,降...
-
 苏州电机装配流水线回收
发布时间:2026.01.04
苏州电机装配流水线回收
发布时间:2026.01.04
汽车油箱装配流水线的气密性测试工位配备有先进的数据分析系统,能够对测试数据进行深度挖掘,为质量改进提供方向。气密性测试设备会记录每个油箱的测试压力曲线、保压过程中的压力变化曲线等详细数据,并通过自动扫...
-
 东莞全自动装配流水线回收
发布时间:2026.01.03
东莞全自动装配流水线回收
发布时间:2026.01.03
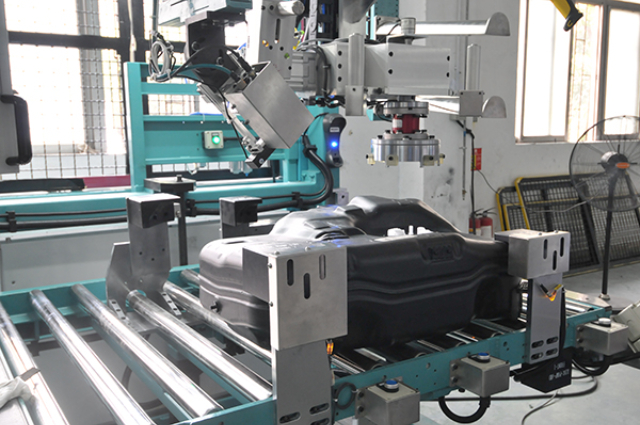
视觉检测功能在汽车油箱装配流水线中如同 “火眼金睛”,为产品质量的把控提供了有力支撑。该功能采用高分辨率工业相机配合先进的图像识别算法,对油箱装配过程中的关键环节和成品进行整体检测。在装配过程中,视觉...
-
 上海粉状喷涂产线制造
发布时间:2026.01.02
上海粉状喷涂产线制造
发布时间:2026.01.02
缓存链的驱动系统采用变频调速电机,功率0.75-1.5kW可调,输送速度0.3-0.5m/min无级可调,可根据产线节拍精确匹配。驱动系统配备减速箱,输出扭矩稳定,运行平稳,噪音低(≤70dB(A))...
-
 大型粉状喷涂产线种类
发布时间:2026.01.01
大型粉状喷涂产线种类
发布时间:2026.01.01
产线的PLC控制系统是实现全流程自动化管控的关键,采用高性能工业PLC控制器,支持多任务并行处理,响应时间≤10ms。系统集成了投入、喷涂、移载、固化、取出等全工序的控制模块,通过PROFINET工业...
-
扬州plc装配流水线价格
发布时间:2025.12.31
自动插管功能在操作过程中会实时监测插管力和插管深度,并将相关数据通过自动扫码关联至产品档案。在管路插管过程中,力传感器会记录插管过程中的平均阻力等数据,位移传感器会记录实际插管深度。这些数据会在插管完...
-
中山全自动装配流水线定制
发布时间:2025.12.30
汽车油箱装配流水线的自动翻转定位装置配备有安全防护系统,确保设备运行过程中的人员和设备安全。安全防护系统包括红外光栅、急停按钮、安全门锁等组成部分。红外光栅安装在翻转装置的工作区域周围,当有人员或物体...
-
 中山远望智能装配流水线生产商
发布时间:2025.12.29
中山远望智能装配流水线生产商
发布时间:2025.12.29
视觉检测系统在汽车油箱装配流水线中采用多相机协同工作模式,确保对油箱装配质量的完全覆盖。由于油箱的结构复杂,存在多个装配面和隐蔽部位,单相机难以实现整体检测。视觉检测工位配备有多个高分辨率工业相机,分...
-
 北京国产HVAC汽车空调智能装配检测产线工厂直销
发布时间:2025.12.28
北京国产HVAC汽车空调智能装配检测产线工厂直销
发布时间:2025.12.28
视觉外观检测系统的光学系统采用高分辨率镜头与低畸变设计,确保图像边缘无失真,成像质量满足亚像素级检测需求。光源控制系统具备频闪功能,闪光持续时间可在 10-100μs 范围内调节,配合工件运动速度同步...
-
 武汉油箱油管焊接机按需设计
发布时间:2025.12.27
武汉油箱油管焊接机按需设计
发布时间:2025.12.27
设备的在线质量追溯系统为全自动油管焊接机构建了完整的质量数据链,实现从原料到成品的全流程管控。每根油管在上线时粘贴特定二维码标识,系统自动记录其在各工位的加工数据:切孔尺寸、焊接电流 / 时间、铆接力...
-
 中山电机装配流水线订做价格
发布时间:2025.12.27
中山电机装配流水线订做价格
发布时间:2025.12.27
自动插管与电性能测试的协同作业,在汽车油箱装配流水线中形成了高效的质量控制闭环。当自动插管设备完成管路与油箱电子部件(如燃油泵接口、传感器接口等)的连接后,流水线会将油箱输送至电性能测试工位。测试设备...
-
 深圳国产汽车油箱生产线共同合作
发布时间:2025.12.27
深圳国产汽车油箱生产线共同合作
发布时间:2025.12.27
泵口温度在线监测功能与各工位加工过程的联动控制,是汽车油箱柔性生产线保证加工质量的重要闭环控制手段。在线监测系统实时采集泵口温度数据,并将数据反馈给生产线的控制系统。当温度数据超出预设范围时,控制系统...
-
 武汉国产激光焊接机工厂直销
发布时间:2025.12.26
武汉国产激光焊接机工厂直销
发布时间:2025.12.26
激光焊接技术的未来发展趋势随着新材料、新工艺的不断涌现,激光焊接技术正朝着超精密、智能化、多功能方向发展。远望工业自动化已布局多项前沿技术:在超快激光领域,研发中的飞秒激光焊接系统可实现50nm级别的...
-
 扬州直销水冷定型机前景
发布时间:2025.12.26
扬州直销水冷定型机前景
发布时间:2025.12.26
双工位单独运行的能效评估功能为水冷定型机的能源管理提供了数据依据,持续优化能耗。系统定期对两个工位的能耗数据(单位产品能耗、能源利用率)进行对比分析,识别能效差异的原因(如喷淋压力设置、换热器效率);...
-
 广州多功能油箱打孔焊接机源头厂家
发布时间:2025.12.26
广州多功能油箱打孔焊接机源头厂家
发布时间:2025.12.26
无屑切孔技术是汽车油箱打孔焊接机的关键工艺之一,彻底解决了传统打孔方式的切屑污染问题。传统钻孔会产生大量金属碎屑,若残留在油箱内部,可能引发燃油污染、部件磨损等风险,无屑切孔通过特制刀具与挤压成型工艺...
-
 武汉附近哪里有水冷定型机定制价格
发布时间:2025.12.25
武汉附近哪里有水冷定型机定制价格
发布时间:2025.12.25
水冷定型机与工厂能源管理系统(EMS)的集成实现了能源消耗的精细化管控,进一步降低运行成本。通过标准通信接口,设备将实时能耗数据(水循环泵功率、换热器能耗、照明等)上传至 EMS 系统,EMS 系统根...
-
 上海双工位水冷定型机欢迎选购
发布时间:2025.12.25
上海双工位水冷定型机欢迎选购
发布时间:2025.12.25
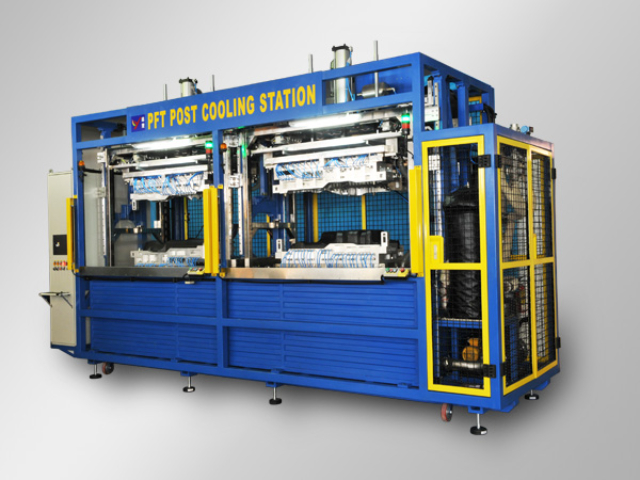
水冷定型机的双工位单独运行设计是提升生产效率的关键优势,通过并行作业明显降低了产品的 CT 时间(Cycle Time)。该设备采用左右对称的双工位布局,每个工位配备单独的冷却系统、传动装置和控制系统...
-
佛山输送装配流水线生产商
发布时间:2025.12.25
自动翻转定位功能的伺服驱动系统具备高精度的位置控制能力,为油箱装配过程中的复杂动作提供了稳定可靠的动力支持。该系统采用进口高精度伺服电机和行星齿轮减速器,通过脉冲控制方式实现对翻转角度的精确控制,控制...
-
 扬州国产水冷定型机源头厂家
发布时间:2025.12.24
扬州国产水冷定型机源头厂家
发布时间:2025.12.24
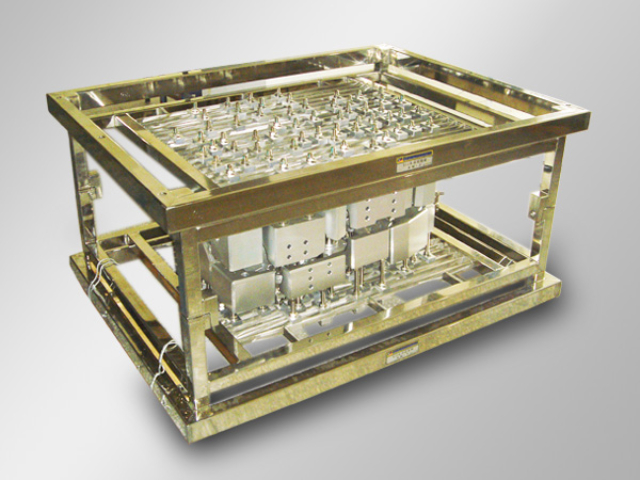
产品单独喷淋系统的水质管理功能确保了冷却介质的洁净度,减少因水质问题导致的产品缺陷与设备故障。系统配备三级水质处理流程:初级过滤(50μm)去除水中泥沙等大颗粒杂质;中级软化处理降低水的硬度(总硬度≤...
-
 远望智能油管焊接机安装
发布时间:2025.12.24
远望智能油管焊接机安装
发布时间:2025.12.24
24 秒 / 件的高速生产节拍是全自动油管焊接机的关键性能指标,体现了设备各系统的高效协同能力。为实现这一目标,设备对各工序时间进行准确分配:振动盘进料与倍速链输送占 3 秒,无尘切孔工序耗时 4 秒...
-
 苏州多版本装配流水线哪个好
发布时间:2025.12.24
苏州多版本装配流水线哪个好
发布时间:2025.12.24
自动插管设备的末端执行器集成了多种传感器,实现了插管过程的准确感知和智能控制。末端执行器除了配备力传感器和位移传感器外,还安装有视觉传感器和温度传感器。视觉传感器用于在插管前再次确认接口位置,确保机械...
-
 苏州高压油管焊接机定制价格
发布时间:2025.12.23
苏州高压油管焊接机定制价格
发布时间:2025.12.23
全自动油管焊接机的大数据分析功能为工艺优化提供了数据支撑,持续提升生产效率与质量。设备每天产生数万条生产数据,包括各工序加工参数、质量检测结果、设备运行状态等,通过分析软件进行深度挖掘。系统识别影响焊...
-
 广州标准燃油箱水冷定型机按需设计
发布时间:2025.12.23
广州标准燃油箱水冷定型机按需设计
发布时间:2025.12.23
机械锁位装置的状态监测功能为水冷定型机的 predictive maintenance 提供了数据支持,减少突发故障。装置内置振动、温度、位移等多种传感器,实时监测锁舌运动轨迹、锁闭力变化、电机电流等...
-
上海汽车油箱装配流水线应用范围
发布时间:2025.12.23
管路装配工位的切断设备采用激光切割技术,实现了管路的高精度切断和端面处理。传统的机械切割方式容易导致管路端面出现毛刺、变形等问题,影响后续的插管质量。激光切割技术通过高能量密度的激光束对管路进行切割,...
-
 武汉多版本油箱打孔焊接机
发布时间:2025.12.22
武汉多版本油箱打孔焊接机
发布时间:2025.12.22
汽车油箱打孔焊接机的高刚性机身设计确保了加工精度的长期稳定性,减少环境因素影响。机身采用整体铸造工艺,材料选用特殊灰铸铁(HT300),经时效处理消除内应力,确保长期使用不变形;导轨与丝杠采用高精度滚...
-
 深圳国产油管焊接机解决方案
发布时间:2025.12.22
深圳国产油管焊接机解决方案
发布时间:2025.12.22
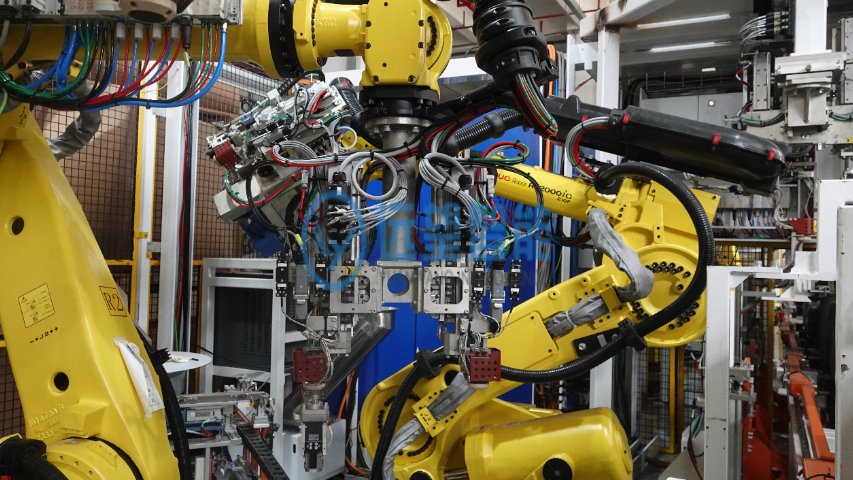
全自动油管焊接机的机器人运用技术是实现高自动化生产的关键支撑,为油管加工提供了准确高效的操作保障。设备搭载多台六轴工业机器人,每台机器人重复定位精度达 ±0.02mm,可完成抓取、搬运、焊接、装配等多...
-
 东莞自动化油箱打孔焊接机种类
发布时间:2025.12.22
东莞自动化油箱打孔焊接机种类
发布时间:2025.12.22
汽车油箱打孔焊接机的多品种混线生产能力适应了柔性制造的需求,实现小批量多品种高效生产。传统生产线换型频繁时效率大幅下降,该设备通过快速换型、自动参数调用等技术,可在 15 分钟内完成从一种油箱到另一种...