新闻中心 - 深圳市远望工业自动化设备有限公司
-
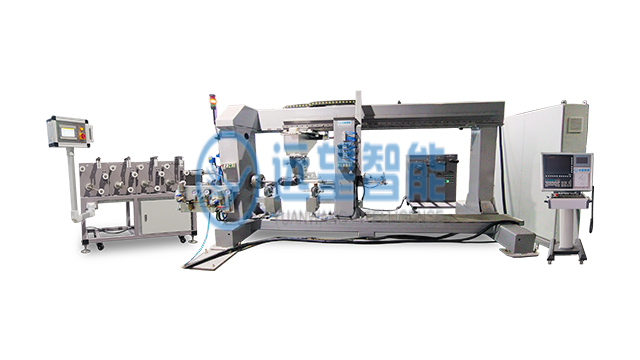
 深圳节能环保缠绕机
深圳节能环保缠绕机我司自主研发的全自动干法缠绕机,为新能源车载Ⅲ型、Ⅳ型氢气瓶的高质量生产提供了可靠保障。设备采用龙门式三工位、双驱主框架结构,运行稳定,振动小,确保缠绕质量均匀。碳纤、玻璃纤维缠绕系统采用高精度导向机...
发布时间:2026.07.01 -
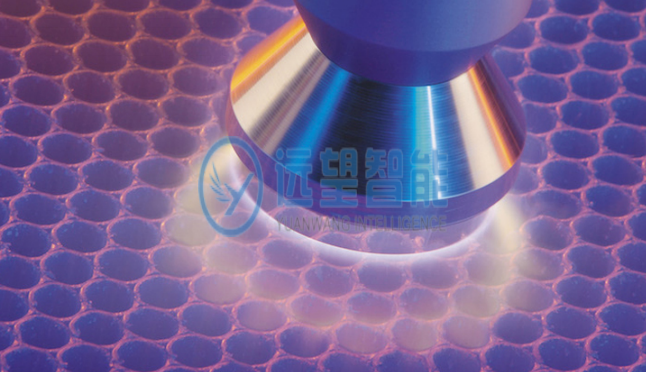 低成本等离子清洗机回收
低成本等离子清洗机回收等离子清洗机的伺服自动进料系统采用智能调速技术,可根据腔室处理进度自动调整进料速度,实现进料与处理的完美同步。自动上片系统配备器件姿态检测功能,可实时检测上片后的器件姿态,确保处理效果。真空系统采用压...
发布时间:2026.06.26 -
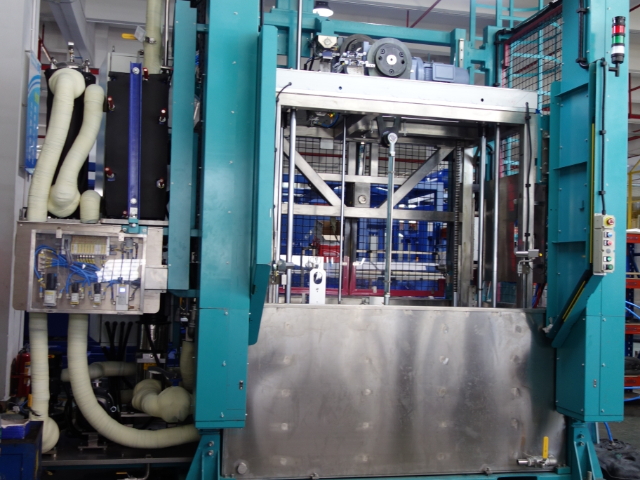
 扬州国产水冷定型机哪个好
扬州国产水冷定型机哪个好自动水循环系统的节能设计使水冷定型机在高效冷却的同时降低运行成本,符合绿色生产理念。系统采用变频水泵与智能温控相结合的节能策略:当设备处于待机状态或冷却需求降低时,水泵自动降低转速,能耗减少 40% ...
发布时间:2026.06.24 -
 深圳稳定装配流水线24小时服务
深圳稳定装配流水线24小时服务自动插管功能在操作过程中会实时监测插管力和插管深度,并将相关数据通过自动扫码关联至产品档案。在管路插管过程中,力传感器会记录插管过程中的平均阻力等数据,位移传感器会记录实际插管深度。这些数据会在插管完...
发布时间:2026.06.23 -
 上海绿色环保水冷定型机价格实惠
上海绿色环保水冷定型机价格实惠双工位单独运行的生产数据追溯功能使水冷定型机能够实现产品质量的准确追溯,满足质量管控要求。每个工位配备单独的数据采集模块,记录产品编号、冷却时间、温度曲线、压力曲线、操作人员等信息,数据存储容量达 1...
发布时间:2026.06.22 -
 上海高效率水冷定型机优势
上海高效率水冷定型机优势自动水循环系统的防冻保护功能使水冷定型机能够在低温环境(≤5℃)下安全运行,适用于寒冷地区或无暖气车间。系统通过温度传感器监测循环水温,当水温降至 5℃以下时,自动启动电加热装置(功率 3kW)将水温...
发布时间:2026.06.21