-

 福州超声波数控ER刀柄厂家
发布时间:2026.05.13
福州超声波数控ER刀柄厂家
发布时间:2026.05.13
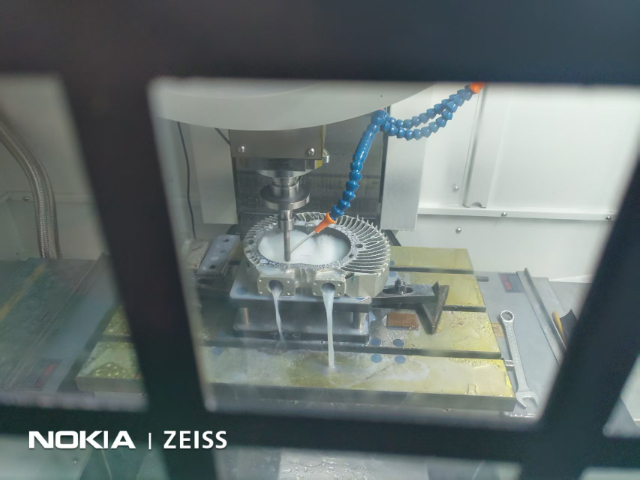
超声波刀柄作为连接机床主轴与刀具的部件,其结构设计直接影响加工稳定性与能量传递效率。质量超声波刀柄通常采用一体化锻造工艺,锥面经过精密研磨,确保与主轴孔的贴合度,减少振动能量损耗。刀柄内部集成高频振动...
-
 厦门超声波磨削刀柄供应
发布时间:2026.05.08
厦门超声波磨削刀柄供应
发布时间:2026.05.08
超声波刀柄的润滑系统主要针对夹持机构与内部运动部件,其设计与维护直接影响设备运行流畅性。润滑系统采用密封式设计,通过注油孔定期添加润滑脂,润滑脂需具备良好的耐高温、抗磨损与抗污染性能,能够在高频振动环...
-
 深圳超声波即插式刀柄生产厂家
发布时间:2026.05.05
深圳超声波即插式刀柄生产厂家
发布时间:2026.05.05
针对钛合金、高温合金等难加工金属材料的切削痛点,超声波刀柄通过针对性参数调整与结构设计实现高效适配。这类材料的加工难点在于切削力大、加工硬化严重,超声波刀柄通过 25-30kHz 的中低频振动,配合 ...
-
 天津超声波加工中心刀柄价格
发布时间:2026.04.30
天津超声波加工中心刀柄价格
发布时间:2026.04.30
超声波刀柄有多种尺寸规格,选型时需根据加工需求与设备情况精细适配。尺寸规格主要包括锥面类型(BT30、BT40、HSK-A50、HSK-E40 等)、夹持范围(φ1-φ20mm 等)、长度(50-20...
-
 苏州超声波数控刀柄哪家好
发布时间:2026.04.27
苏州超声波数控刀柄哪家好
发布时间:2026.04.27
超声波刀柄在高频振动过程中会产生一定热量,若热量积聚将导致组件性能衰减与尺寸变形,因此散热设计与热稳定性优化至关重要。刀柄主体采用中空结构设计,内部预留散热通道,通过空气对流将振动组件产生的热量导出,...
-
 浙江超声波数控机床厂家
发布时间:2026.04.22
浙江超声波数控机床厂家
发布时间:2026.04.22
为保障超声波机床稳定运行,日常维护需关注五大环节:一是超声系统维护,定期检查换能器与变幅杆连接是否松动,若出现间隙需重新紧固,避免振动能量损耗,同时清洁换能器表面,防止灰尘影响散热;二是主轴维护,按说...
-
 河北超声波全自动机床定制
发布时间:2026.04.17
河北超声波全自动机床定制
发布时间:2026.04.17
钛合金强度高、导热性差,传统加工易出现刀具过热磨损,超声波机床加工时需掌握三大工艺要点:一是超声参数设置,振动频率选 30-40kHz,振幅控制在 8-15μm,超声功率 600-900W,平衡切削效...
-
广东超声波加工机床推荐
发布时间:2026.04.14
针对陶瓷、玻璃、碳化硅等硬脆材料,超声波机床相比传统机床具有优势。硬脆材料硬度高但韧性差,传统铣削易因切削力集中导致材料崩边、裂纹,而超声波机床通过高频振动将切削力降低至传统加工的 1/3-1/5,减...
-
 河北超声波智能机床生产厂家
发布时间:2026.04.09
河北超声波智能机床生产厂家
发布时间:2026.04.09
操作人员使用超声波机床时需遵守严格安全规范:一是岗前培训,需熟悉设备结构与操作流程,掌握应急停机方法,未经培训不得操作;二是防护装备,加工时需佩戴防护眼镜,防止切屑与冷却液飞溅伤人,佩戴防滑手套,避免...
-
 上海超声波加工机床生产厂家
发布时间:2026.04.03
上海超声波加工机床生产厂家
发布时间:2026.04.03
航空航天领域的构件(如发动机叶片、卫星结构件、航天器散热部件)多采用钛合金、高温合金、复合材料等难加工材料,且对精度与可靠性要求极高,超声波机床可有效满足这些需求。在钛合金发动机叶片加工中,超声波机床...
-
福建超声波数控ER刀柄报价
发布时间:2026.03.31
高温环境加工对超声波刀柄的性能提出更高要求,需通过特殊设计实现稳定适配。首先选用耐高温材质,刀柄主体采用耐高温合金钢,能够在 100-150℃环境下保持结构稳定;内部振动组件采用耐高温压电陶瓷,确保在...
-
 南京大功率超声波刀柄生产厂家
发布时间:2026.03.26
南京大功率超声波刀柄生产厂家
发布时间:2026.03.26
超声波刀柄的电磁兼容性设计确保其在复杂电磁环境中正常运行,同时不对其他设备产生干扰。设计上采用电磁屏蔽技术,对电路系统与振动发生器进行屏蔽封装,阻挡外部电磁辐射入侵,同时减少自身电磁辐射外泄;电路系统...
-
 北京超声波高精度刀柄定制
发布时间:2026.03.25
北京超声波高精度刀柄定制
发布时间:2026.03.25
随着先进制造技术的不断进步,超声波刀柄的未来技术发展呈现多方向趋势。在精度控制方面,将采用更先进的传感器与闭环控制系统,实现振动参数的纳米级调节,满足超精密加工需求;结构设计上,将向轻量化、小型化方向...
-
深圳超声波小直径刀柄定制
发布时间:2026.03.24
深孔加工面临排屑困难、加工精度难控制等问题,超声波刀柄通过特殊应用技巧解决这些痛点。加工前根据深孔直径与深度选择合适的刀柄长度与刀具类型,优先选用带内冷通道的钻头,配合超声波刀柄的振动功能,提升排屑效...
-
浙江大功率超声波刀柄型号
发布时间:2026.03.23
超声波刀柄在难加工材料螺纹加工中展现出独特优势,同时需遵循特定操作要点。优势方面,高频振动能够降低切削力,减少螺纹加工过程中的刀具磨损与加工硬化,尤其适用于钛合金、高温合金等材料的螺纹加工;振动切削使...
-
无锡超声波数控ER刀柄生产厂家
发布时间:2026.03.20
有色金属如铝合金、黄铜等具有质地较软、易粘连的特点,超声波刀柄需优化参数以提升加工效果。加工铝合金时,采用高频中振幅(35-38kHz,振幅 8-10μm),配合高速钢或硬质合金刀具,减少材料粘连刀具...
-
 上海超声波强力刀柄定制
发布时间:2026.03.19
上海超声波强力刀柄定制
发布时间:2026.03.19
超声波刀柄在高频振动环境下长期运行,抗疲劳性能是保障设备可靠性的关键。抗疲劳设计从材料、结构与工艺三方面入手,材料选用一定的强度、高韧性的合金材质,能够承受高频振动产生的交变应力,避免疲劳断裂;结构上...
-
超声波小直径刀柄
发布时间:2026.03.18
定期维护保养是延长超声波刀柄使用寿命的中心,日常需重点关注清洁、润滑与参数校准。每周需对刀柄锥面、夹爪进行清洁,用清洁剂去除油污与切屑,夹爪缝隙可通过细毛刷清理;每月对夹爪添加润滑脂,减少运动部件摩擦...
-
江苏超声波小直径刀柄型号
发布时间:2026.03.17
超声波刀柄的运输与存储不当易导致结构损伤或性能下降,需遵循特定注意事项。运输过程中,需将刀柄固定在包装盒内,包装盒内填充缓冲材料如泡沫、海绵,避免运输过程中碰撞、跌落导致锥面损伤或内部组件移位;运输时...
-
厦门超声波磨削刀柄现货
发布时间:2026.03.16
模块化设计已成为现代超声波刀柄的重要发展方向,是将刀柄拆解为振动发生器、夹持机构、密封组件、电路模块等单元,每个模块采用标准化接口设计,便于拆卸、更换与升级。当夹持机构磨损时,可直接拆卸夹爪模块进行更...
-
 北京超声波CNC刀柄生产厂家
发布时间:2026.03.13
北京超声波CNC刀柄生产厂家
发布时间:2026.03.13
随着自动化生产的普及,超声波刀柄需具备良好的联动适配能力,融入智能化生产流程。现代超声波刀柄配备标准化通信接口,可与机床数控系统、自动化控制系统实现数据互通,支持加工参数的自动调用、实时调整与远程监控...
-
 浙江超声波CNC刀柄现货
发布时间:2026.03.12
浙江超声波CNC刀柄现货
发布时间:2026.03.12
超声波刀柄的中心功能在于将高频振动精细传递至刀具刃口,其传导机制依赖内部压电陶瓷组件的逆压电效应,将电能转化为机械振动后,通过刚性结构层层传递。为减少能量损耗,刀柄主体多采用高弹性模量的合金钢或钛合金...
-
广州超声波小直径刀柄厂家
发布时间:2026.03.11
超硬脆材料如陶瓷、石英玻璃等的切割加工难度大,超声波刀柄通过专项应用方案实现高效切割。首先选择合适的切割刀具,优先选用金刚石切割片或金刚石线锯,确保刀具具备足够硬度与耐磨性;根据材料厚度与硬度调整超声...
-
徐州超声波磨削刀柄批发
发布时间:2026.03.10
超声波刀柄有多种尺寸规格,选型时需根据加工需求与设备情况精细适配。尺寸规格主要包括锥面类型(BT30、BT40、HSK-A50、HSK-E40 等)、夹持范围(φ1-φ20mm 等)、长度(50-20...
-
超声波高刚性刀柄生产厂家
发布时间:2026.03.09
超声波刀柄有多种尺寸规格,选型时需根据加工需求与设备情况精细适配。尺寸规格主要包括锥面类型(BT30、BT40、HSK-A50、HSK-E40 等)、夹持范围(φ1-φ20mm 等)、长度(50-20...
-
苏州超声波高精度刀柄供应
发布时间:2026.03.06
针对钛合金、高温合金等难加工金属材料的切削痛点,超声波刀柄通过针对性参数调整与结构设计实现高效适配。这类材料的加工难点在于切削力大、加工硬化严重,超声波刀柄通过 25-30kHz 的中低频振动,配合 ...
-
上海超声波磨削刀柄批发
发布时间:2026.03.05
超声波刀柄的电路系统是组件之一,完善的保护与安全设计至关重要。电路系统配备过压、过流、过热保护装置,当输入电压异常、工作电流超标或组件温度过高时,自动切断电源,避免电路烧毁或组件损坏;采用短路保护设计...
-
超声波磨削刀柄批发
发布时间:2026.03.04
在绿色制造理念推动下,超声波刀柄的能耗优化成为技术升级的重要方向。优化设计从能量转换效率与运行控制两方面入手,采用高效压电陶瓷振动发生器,将电能转化为机械振动的效率提升至 90% 以上,减少能量损耗;...
-
超声波高精度刀柄型号
发布时间:2026.03.03
半导体材料如硅片、碳化硅等的加工对精度与表面质量要求极高,超声波刀柄展现出独特应用优势。在硅片切割加工中,超声波刀柄配合金刚石线锯,通过高频微幅振动实现高精度切割,切缝窄、损耗小,硅片表面无损伤,提升...
-
超声波数控ER刀柄供应
发布时间:2026.03.02
模块化设计已成为现代超声波刀柄的重要发展方向,是将刀柄拆解为振动发生器、夹持机构、密封组件、电路模块等单元,每个模块采用标准化接口设计,便于拆卸、更换与升级。当夹持机构磨损时,可直接拆卸夹爪模块进行更...