新闻中心 - 上海垚塑热流道科技有限公司
-
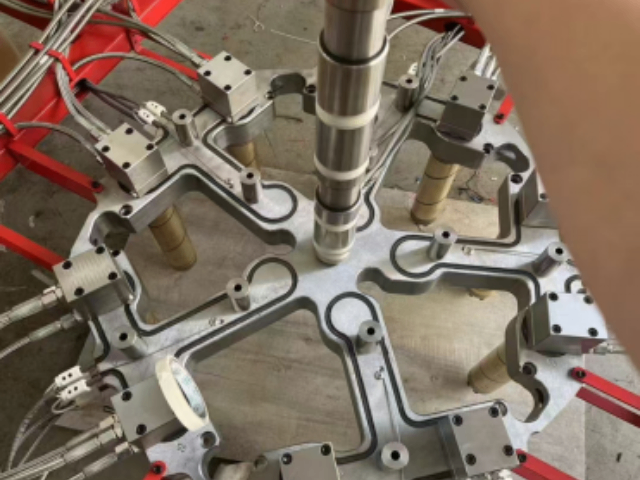
 YUDO开放式上门
YUDO开放式上门热流道注塑出现毛边,多由温控、配件、模具及工艺问题导致。温度过高会使塑料熔体过稀、流动性超标,易溢腔产生毛边;热喷嘴磨损、变形或贴合不严,会造成熔体溢料;模具合模不严、型腔间隙过大、锁模力不足,也会引...
发布时间:2026.05.21 -
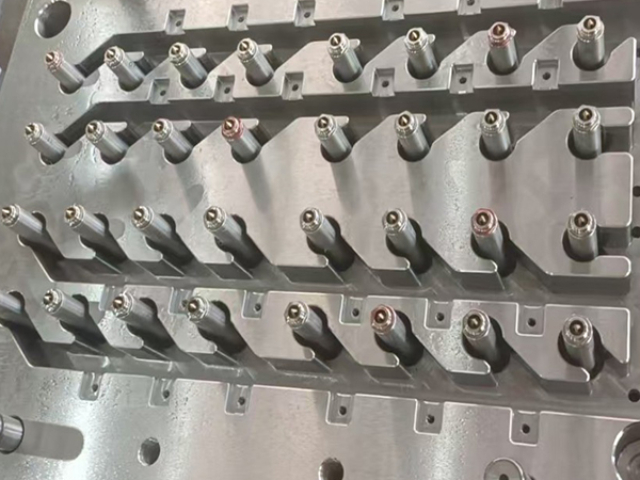
 家电模点胶口24小时服务
家电模点胶口24小时服务开放式热流道系统是注塑成型技术中应用**为***的基础类型,其**设计逻辑是利用加热介质使塑料熔体在流道内全程保持熔融状态,直至浇口进入模具型腔。与冷流道系统不同,开放式热流道取消了流道部分的冷却环节...
-
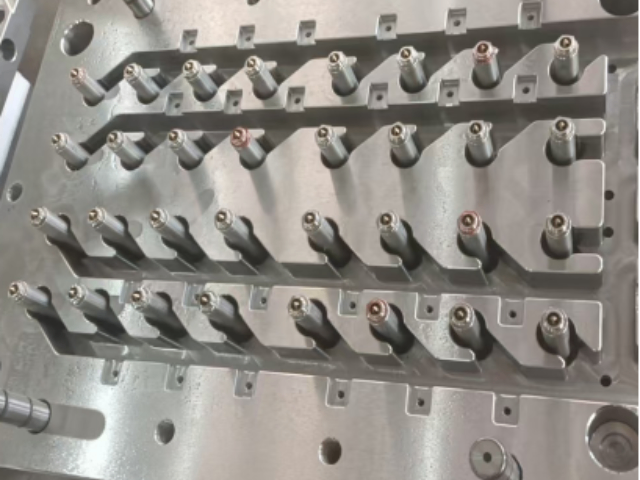
 4点开放点胶口批量定制
4点开放点胶口批量定制热流道选型需综合材料特性、产品结构、产量规模与成本预算。高温料、加玻纤料优先选耐磨耐腐蚀型热流道;透明件、外观件优先针阀式;多腔模具必配平衡分流板;大批量量产选耐用型系统,小批量试产可选经济型方案,精...
-
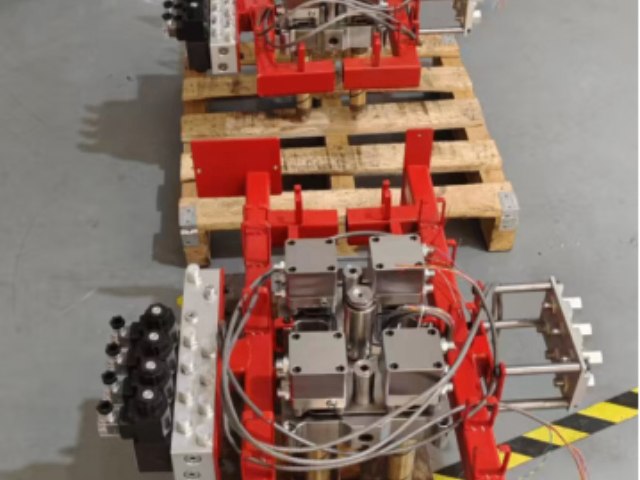
 安徽马斯特热流道图片
安徽马斯特热流道图片热流道是注塑成型领域的热流道配套系统,依托加热与精细温控技术,让模具流道内塑料熔体全程保持熔融状态,无凝固废料产生。系统主要由分流板、热喷嘴、温控箱及加热部件组成,可稳定熔体输送、提升产品成型质量...
-
 江苏加工热流道销售方法
江苏加工热流道销售方法热流道调试遵循“先升温稳温、再低压试模、逐步优化参数”原则,设定各段温度低于材料降解温度、高于熔融温度,待温度稳定后试注,观察浇口、填充、外观,微调温度、压力、速度,达到比较好状态再量产。食品包装注塑...