新闻中心 - 上海垚塑热流道科技有限公司
-
 注塑点胶口厂家
注塑点胶口厂家薄壁注塑与微型注塑是当前注塑技术的重要发展方向,热流道系统在该领域具备不可替代的优势。壁厚0.5mm以下的超薄件与微小精密件,对熔体流动性、填充速度、压力控制要求极高,热流道恒温输送可降低熔体黏度,减...
发布时间:2026.05.03 -
 安徽进口热流道24小时服务
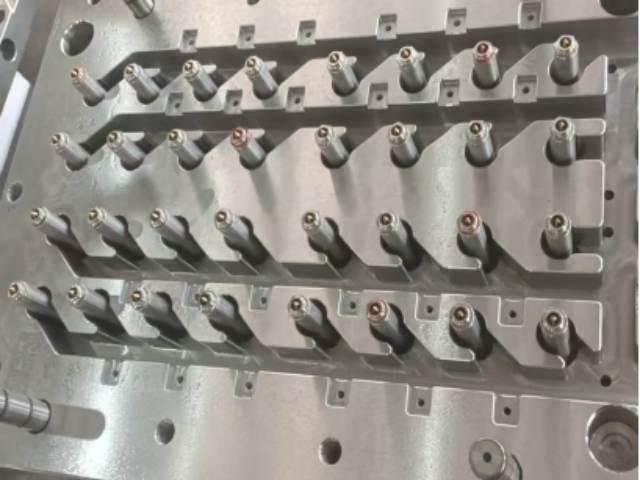
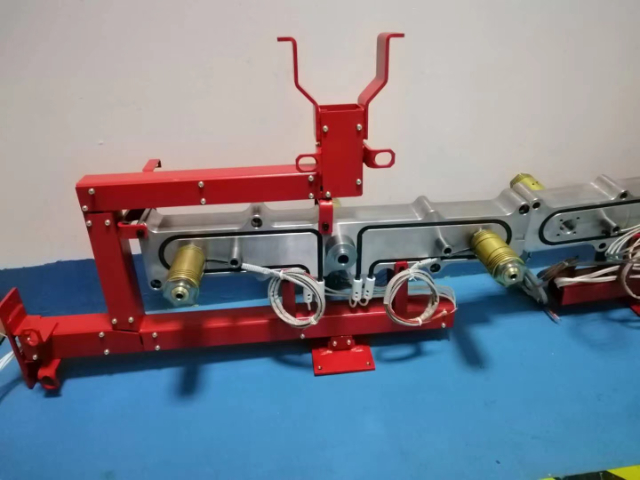
安徽进口热流道24小时服务热流道工作流程清晰稳定,是注塑生产的关键环节。生产启动后,塑料原料经加热熔融,注入热流道系统,系统通过加热元件持续控温,让熔体保持熔融流动状态。熔融原料经分流板均匀分流,输送至各个热喷嘴,再准确稳定注...
-
 安徽家电模热流道规格尺寸
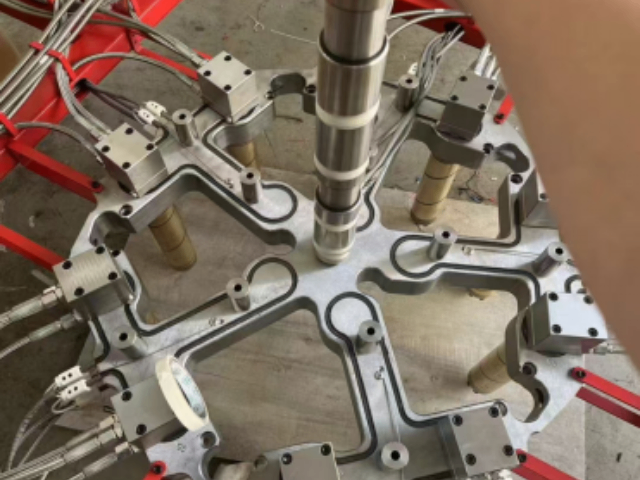
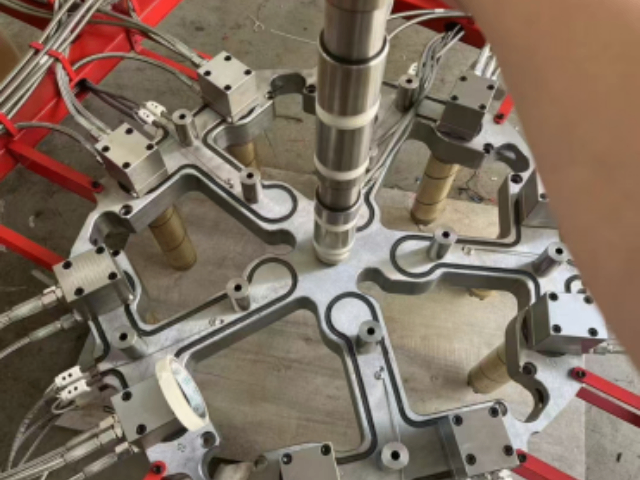
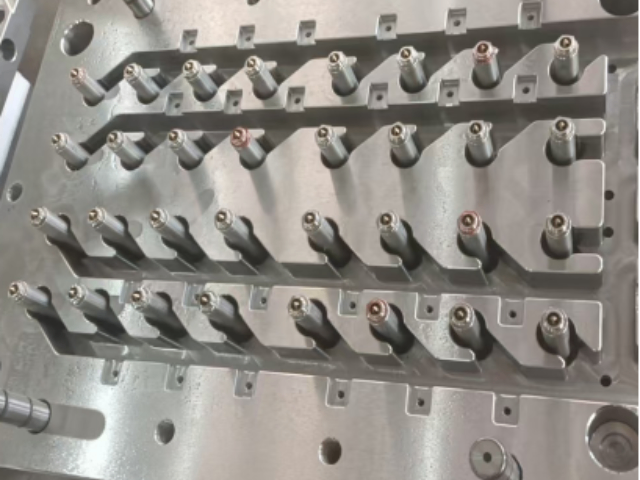
安徽家电模热流道规格尺寸热流道系统是现代注塑成型工艺的重要组成部分,主要由分流板、热喷嘴、温控箱及加热配件等构成。通过细致加热与恒温控制,使模具流道内的塑料熔体始终保持熔融状态,避免原料凝固产生废料,从源头减少资源损耗。该系...
-
 江苏发黄热流道销售方法
江苏发黄热流道销售方法薄壁注塑对流动性与填充速度要求苛刻,热流道恒温保压优势明显,持续高温降低熔体黏度,减少喷射与滞流,保证薄壁产品均匀填充。配合针阀时序控制,可实现顺序填充,降低内应力与翘曲变形,满足壁厚0.5mm以下超...
-
江苏国有热流道厂家供应
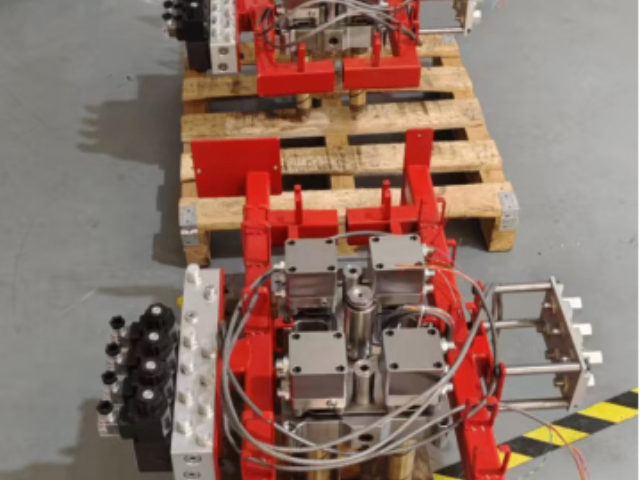
热流道按喷嘴结构分为开放式与针阀式,开放式结构简单、成本低、维护便捷,适合通用塑件与预算有限项目;针阀式通过阀针机械关闭浇口,杜绝拉丝流涎,浇口痕迹细微,适合透明件、外观件与低黏度材料。针阀式支持时序...