商机详情 -
云南软包电池测试工装测试盒
精确测量电池内阻(DCIR)和交流阻抗(EIS)对分析电池健康状态(SOH)和内部动力学过程至关重要。工装对电气连接的“纯净度”要求极高。它必须采用四端子法(开尔文连接)来完全消除接触电阻的影响,电压感应线需使用屏蔽双绞线,并与大电流线路物理隔离,以小化噪声和互感。对于EIS测试,工装的寄生电感和电容必须极低,连接路径尽可能短而直接,有时甚至需要同轴电缆连接。夹具的接触点材质和稳定性是关键,任何微小的松动都会导致阻抗谱数据漂移。这类工装通常结构紧凑,针对单颗或少数电池进行高精度测量,环境屏蔽(如法拉第笼)也常被整合以提升信噪比。智能反馈软包电池测试工装,及时调整测试参数。云南软包电池测试工装测试盒
软包电池测试工装的自动化集成水平不断提升,逐步向智能化、无人化方向发展,成为智能制造的重要组成部分。新一代工装多集成工业机器人、视觉识别系统、PLC控制系统与物联网模块,实现测试全流程的自动化控制与数据智能化管理。视觉识别系统可准确定位电池位置与极耳偏移量,引导探针自动校正位置;PLC控制系统可实现多工位协同作业,优化测试流程;物联网模块则支持测试数据的实时上传、存储与分析,便于管理人员实时监控测试进度与电池性能,同时为生产工艺优化提供数据支撑。海口高压力软包电池测试工装公司推荐灵活软包电池测试工装,适配多种电池尺寸,应用范围广。
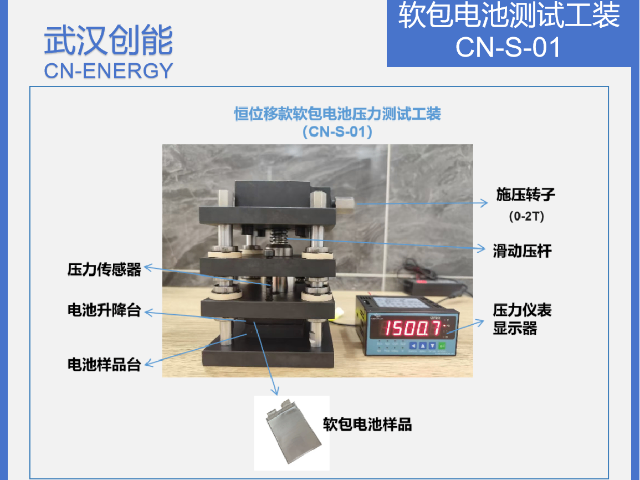
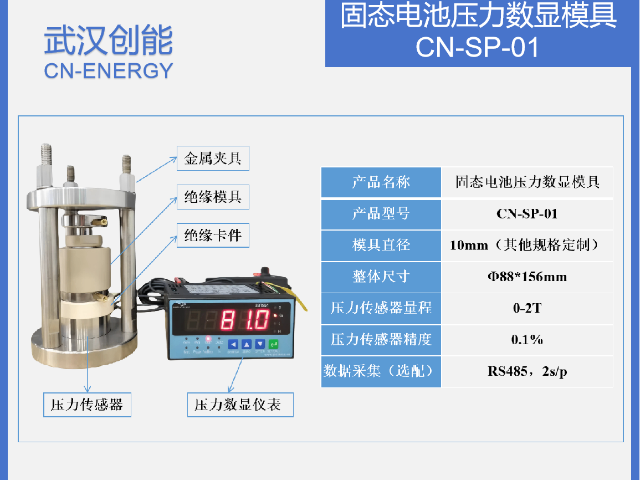
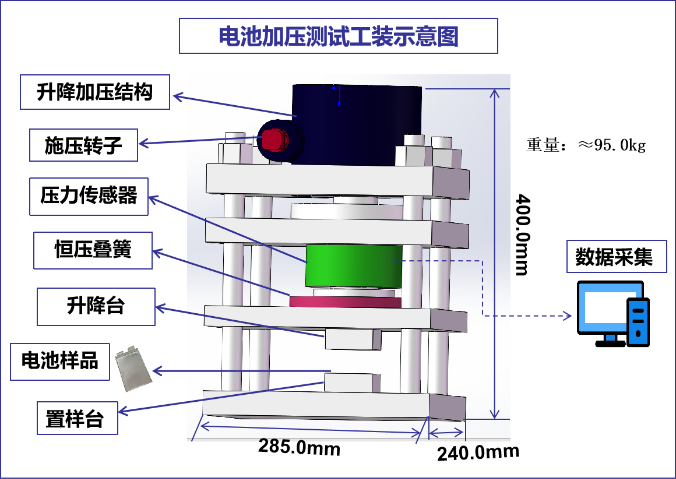
软包电池测试工装是一种专为软包锂电池性能测试而设计的夹具设备,广泛应用于电池研发、生产及质量控制环节。由于软包电池采用铝塑膜封装,其结构相对柔软,极易在测试过程中因受力不均而发生变形或损坏,因此需要专门设计的测试工装来确保测试的准确性与安全性。该工装通常由绝缘材料制成,具备良好的导电性和热稳定性,能够在高温、高压等极端条件下稳定工作。其设计需兼顾电池的接触可靠性、操作便捷性以及测试效率,确保电池在测试过程中电性能数据的准确采集。
温度模拟功能已成为软包电池测试工装的标配。通过在定位板内嵌入薄膜加热器与Pt100传感器,可在30 s内将电池表面温度升至80 ℃,控温精度±1 ℃;同时预留液冷通道,支持-20 ℃低温测试。温控模块与测试系统闭环通讯,软件可编辑任意温度曲线,完成高温循环、热冲击等工况评估。为防止结露,工装还集成微型氮气吹扫口,在低温测试前置换腔体内湿气,确保数据重复性及电池安全。针对高能量密度电池,测试工装需承受更大电流而不发热。业界方案是在接触片内部蚀刻微流道,通入绝缘冷却液,实现接触片本身主动散热。实测在200 A持续载流条件下,接触片温升<15 ℃,明显低于传统结构的40 ℃。流道采用真空扩散焊密封,长期承压0.6 MPa不泄漏。该设计使同一套工装即可覆盖50-300 A全量程测试,减少企业因电流等级不同而重复采购工装的成本。
现代测试工装是“机电软”一体化的产物,其软件控制系统是大脑。控制软件不仅驱动充放电设备、温控箱、压力伺服机构,还实时采集来自工装内部传感器(电压、温度、压力、位移、气体)的所有数据。软件需具备灵活可编程的测试序列编辑功能,允许工程师自定义复杂的多步骤测试流程。数据管理模块需安全存储海量时间序列数据,并提供可视化工具和初步分析功能。高级系统还集成数字孪生模型,能根据测试数据实时更新电池模型参数。软件与工装硬件的深度集成,实现了测试过程的自动化、精确化和可追溯化,是提升研发效率的关键。创新技术软包电池测试工装,开启测试新体验。天津恒位移软包电池测试工装工艺流程
高精度软包电池测试工装,为电池质量保驾护航。云南软包电池测试工装测试盒
软包电池测试工装的兼容性设计是其核心竞争力之一,尤其适用于多规格、小批量定制化电池生产场景。传统工装多为固定尺寸设计,更换电池型号时需整体更换工装,耗时费力且增加生产成本。新一代测试工装采用模块化、可调节设计,通过更换定位块、调整压紧行程、切换探针模组等方式,可快速适配不同厚度(0.5-20mm)、不同长宽尺寸的软包电池,切换时间控制在5分钟以内。部分工装还支持自动识别电池型号,通过内置传感器检测电池尺寸后自动调节各模块参数,实现无人化快速切换,大幅提升生产线的柔性生产能力。云南软包电池测试工装测试盒