商机详情 -
宁波固态软包电池测试工装
针对软包电池叠片工艺与卷绕工艺的差异,测试工装也进行了针对性设计,以适配不同工艺电池的测试需求。叠片软包电池具有内阻小、循环寿命长但结构对称性要求高的特点,工装定位模块采用双向限位设计,确保电池叠层结构不发生偏移,压紧模块采用均匀分压结构,避免局部压力过大导致叠层错位。卷绕软包电池则存在极耳位置精度要求高的特点,工装配备极耳准确定位装置,通过视觉引导与机械校正结合的方式,保证极耳与探针的准确对接,同时优化压紧力分布,避免电池卷芯变形影响测试结果。创新设计软包电池测试工装,提升测试效率与准确性。宁波固态软包电池测试工装
数据采集频率的提升要求测试工装具备更低的寄生参数。通过把分流器、温度采样电路直接集成在工装内部,可将电压采样线缩短至<30 mm,回路电感<20 nH,满足1000 Hz以上的EIS测试需求;同时采用同轴屏蔽结构,降低干扰噪声20 dB。工装输出接口升级为浮动差分快插,支持热插拔,维护时间缩短70%。内置校准存储器保存每通道的零点与增益修正值,软件自动调用,实现“即插即测”,无需现场标定。在电池回收与梯次利用场景,测试工装需兼容多种退役电池尺寸。开放式“抽屉滑轨”设计成为趋势:定位板像抽屉一样可拉出500 mm,人工放置电池后再推入测试位;接触组件通过磁栅尺实时反馈位置,系统自动计算极耳坐标并驱动伺服电机调整接触片间距,实现80-300 mm长度自适应。该结构无需换型即可覆盖90%以上退役软包电池,每天可处理1200块,为回收企业节省大量工装投入。
高压快充电池要求测试工装具备更高绝缘等级。新方案在接触片周围注塑一体式PTFE隔离墙,爬电距离≥8 mm,可承受1500 V DC长期工作;金属框架表面采用阳极氧化+等离子体电解氧化双层处理,耐压提升至3000 V。所有紧固件采用PA12绝缘材料,杜绝放电。配套的安全链系统在任何一道绝缘检测失败时立即切断高压,并在工控端生成符合IEC 61010的故障报告,保障操作人员人身安全。数字孪生技术开始应用于测试工装管理。每台工装出厂时赋予数字孪生体,实时上传接触电阻、温度、循环次数等数据至云端;AI算法预测接触片剩余寿命,并在磨损达到阈值前自动推送备件订单。工程师可通过VR眼镜远程查看工装内部结构,指导现场更换。某头部电池厂接入该系统后,工装故障停机时间下降45%,备件库存降低30%,年度综合节省费用超千万元。
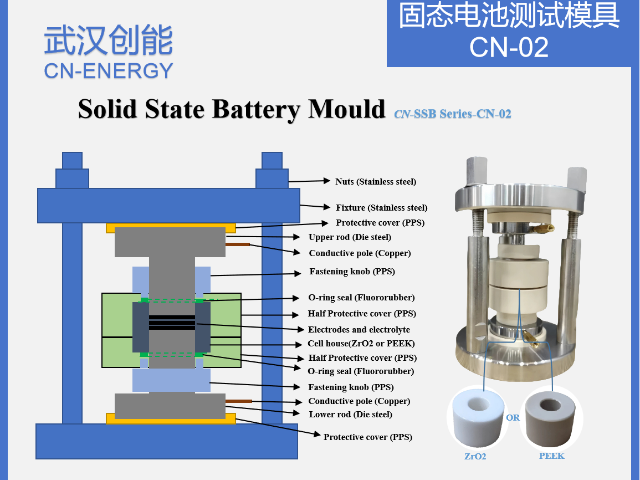
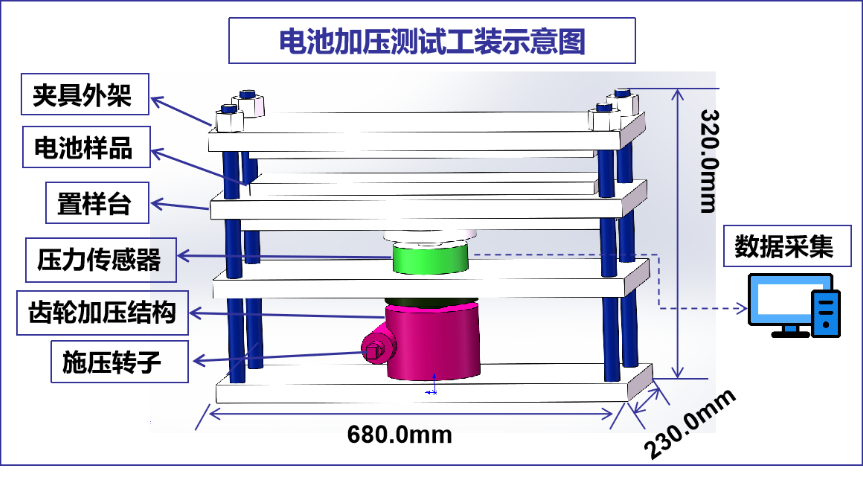
软包电池测试工装的功能在于实现电池与测试设备之间的稳定电连接,同时保护电池本体不受机械损伤。工装通常包括电池定位槽、电极接触片、压紧机构和导电连接端子等部分。通过精密的机械结构设计,工装能够确保电池在测试过程中的极耳与测试系统之间形成低阻抗、高稳定性的电连接,避免因接触不良导致的测试误差。此外,部分工装还集成了温控模块,用于模拟电池在不同温度环境下的工作状态,从而更地评估其性能表现。在软包电池的生产流程中,测试工装扮演着至关重要的角色。电池在封装完成后,需经过一系列电性能测试,如电压、内阻、容量、循环寿命等,而这些测试均依赖于测试工装的准确配合。一个高质量的测试工装不仅能提高测试效率,还能明显降低因接触不良或操作失误导致的误判率。随着电池能量密度的不断提升,对测试工装的精度和可靠性也提出了更高要求,推动其向模块化、智能化方向发展。

在生产线上,测试工装追求的是高速、高可靠、高一致性。通常采用“气动或电动压床+探针模组”的形式,能在数秒内完成电池的定位、压合、电气接触和基本性能测试(如开路电压、内阻、绝缘电阻)。工装设计高度自动化,与生产线传送带和机器人集成,具备扫码识别、测试结果自动判定和分选功能。接触部件要求耐磨、免维护周期长。为适应生产线节奏,往往采用“一拖多”设计,一个测试模块同时测量多个电池。由于使用频率极高,其机械结构的耐用性、电气连接的稳定性以及故障自诊断能力是设计的。这类工装是保障电池出厂品质的一道关口。耐用可靠软包电池测试工装,是您测试工作的得力助手。宁波固态软包电池测试工装
智能互联软包电池测试工装,数据实时传输,实现远程监控。宁波固态软包电池测试工装
便携式软包电池测试工装适用于现场检测、售后维护及户外研发测试场景,具备体积小、重量轻、续航能力强等特点。该类工装通常采用一体化设计,重量控制在5kg以内,便于携带,配备大容量锂电池供电,可支持4-8小时连续测试,满足户外无电源场景的测试需求。功能上,集成电性能测试模块,可快速检测电池容量、内阻、电压等关键参数,测试数据可通过蓝牙、WiFi传输至手机或电脑,支持数据实时查看、存储与导出。部分便携式工装还具备防水、防尘设计,适应户外复杂环境。宁波固态软包电池测试工装