商机详情 -
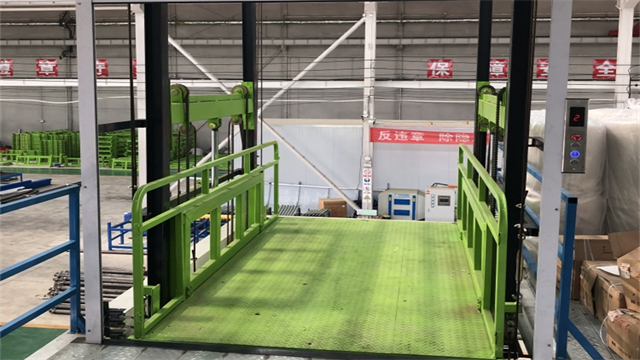
陕西二层液压升降货梯一般多少钱
液压升降货梯的生产与安装需遵循多项行业标准,其中国家标准《液压升降货梯》(GB/T25195-2010)对设备的技术要求、试验方法、检验规则等作出了明确规定,要求设备的额定载荷偏差不超过±5%,升降速度偏差不超过±10%。此外,《起重机械安全规程》(GB)规定了设备的安全装置要求,包括限位开关、紧急停止按钮、超载报警装置等,确保设备运行安全。在安装方面,需遵循《建筑施工起重机械安装、使用、拆卸安全技术规程》(JGJ215-2010),要求安装人员具备相应资质,安装过程中设置警示标志,禁止无关人员进入作业区域。验收时需按照《起重机械监督检验规程》(TSGQ7016-2016)进行检验,包括液压系统密封性测试、电气系统绝缘测试、安全装置有效性测试等,检验合格后方可投入使用。同时,设备使用单位需建立安全管理制度,定期进行维护保养与检测,确保设备符合标准要求。 液压升降货梯稳定可靠,空间大,是货物垂直运输的理想选择。陕西二层液压升降货梯一般多少钱

液压升降货梯本质上是一种利用液压系统驱动升降的起重设备,其运作逻辑基于经典的帕斯卡定律。在密闭的液压系统中,电机驱动液压泵将液压油从油箱泵入高压油缸,随着油液的注入,缸内压强均匀传递并逐渐增大,从而推动活塞杆向上运动。这一过程通过重型链条或钢丝绳的传动,直接带动载货平台实现平稳的垂直上升。当需要下降时,通过精密的控制阀调节油液流向,使液压油在重力或外部压力下平稳回流至油箱,平台随之缓缓降落。整个系统由动力单元(电机与泵站)、控制单元(各类阀门与电气系统)、执行单元(液压油缸)以及导轨、油箱等辅助部件构成。这种纯液压的传动方式不仅赋予了设备极强的缓冲性能,还能确保在重载情况下依然保持运行的平顺与低噪音,完美解决了传统机械升降带来的冲击与震动问题。 重庆多层液压升降货梯哪家便宜专业液压升降货梯,平稳运行不晃动,保障货物运输安全。
液压升降货梯的应用场景非常宽广,几乎覆盖了所有需要货物垂直运输的工业领域。在大型生产制造企业中,它被用于多层车间之间的原材料和成品转运,有效替代了传统叉车爬坡的低效方式。在物流仓储中心,液压货梯承担着货物在不同楼层之间的快速分拣与输送任务,大幅缩短了作业时间。在汽车4S店和维修车间,升降货梯可将车辆举升至维修工位,方便底盘检修和零部件更换。此外,在超市和商场的后勤区域,液压货梯用于商品的上下楼层补货,避免了人工搬运的繁重劳动。在食品加工和医药生产等对洁净度有要求的场所,不锈钢材质的液压货梯也得到了广泛应用。甚至在一些特殊场景如地下车库、港口码头等,经过特殊设计的液压升降货梯同样能够胜任重载货物的垂直运输任务,展现出很好的环境适应性。
在电子元器件组装、精密仪器、陶瓷玻璃及食品药品包装等场景中,货物完好率直接影响生产良率和运营成本。传统升降设备启动时存在加速度冲击,停止时制动抱闸引起惯性晃动,对精密物料易造成内部损伤。液压升降货梯从根本上解决了这一问题。其启动采用"软启动"模式:按下上升按钮后,电机先空载带动液压泵旋转,约1至2秒后换向阀才切换油路,高压油缓慢进入油缸,平台匀加速上升,全程无冲击峰值。下降时油液经节流阀回流,平台匀速下落,液压阻尼确保急停时也无骤停骤落。此外,液压泵采用浸油式或吸音罩设计,噪音控制在70分贝以下,适合对噪音敏感的环境。对表面贴装微型元件、精密光学组件或薄壁玻璃等高价值物料而言,这种平稳静音特性就是直接的品质保障。在商场仓库中,液压升降货梯能够快速地将大量商品运输到不同的销售区域。

液压升降货梯作为载货设备,安全性能至关重要,设计上构建了多层次冗余防护体系。防坠落方面配备两套单独装置:机械式防坠器采用棘爪与止停齿条结构,承重链条断裂时,棘爪在毫秒级内弹出卡入齿条,锁定平台防止坠落;液压式防坠以防爆阀为中心,管路破裂时阀芯快速关闭油路,将下降速度限制在每分钟3米以内。超载保护方面,液压管路中串联溢流阀,当载荷超过额定值约110%时,高压油经溢流阀回流油箱,平台无法起升,从根源杜绝超载。断电自锁功能则利用液压保压特性,断电时电磁换向阀自动复位封闭油路,高压油被锁闭在油缸内,平台悬停不下滑,恢复供电后可继续操作或手动缓降。这套"机械+液压+电气"三位一体的安全体系,确保设备在任何异常工况下均能可靠保障作业安全。 重载液压升降货梯支持1至数十吨载重定制,可满足工厂大型模具、钢材等重物运输需求。大同10 吨导轨式液压升降货梯
液压升降货梯操作简单,安全性能好,为企业物流保驾护航。陕西二层液压升降货梯一般多少钱
固定式液压升降货梯专为高负荷、高可靠性场景设计。主体框架采用大截面矩形钢管或H型钢满焊而成,焊后经去应力退火处理,消除残余应力,防止焊缝开裂。导轨选用冷拔实心圆钢,表面硬度达HRC45以上,配合耐磨尼龙滑块,数十万次往复运动后磨损量仍微乎其微。液压系统油缸密封件采用进口多层组合密封,高压高频工况下寿命可达5年以上;主要元件选型均预留充足功率余量,避免长期满负荷过热老化。实际应用表明,在日运行300次以上的高频工况下,平均无故障时间可达18个月以上,整机设计寿命15至20年。日常维护只需清洁导轨、检查油位和紧固螺栓,无需频繁更换易损件。这种"前期投入合理、后期维护极简"的全生命周期特性,使其成为工厂24小时连续作业中值得信赖的垂直运输装备。 陕西二层液压升降货梯一般多少钱