商机详情 -
安徽成人高压氧舱厂家供应
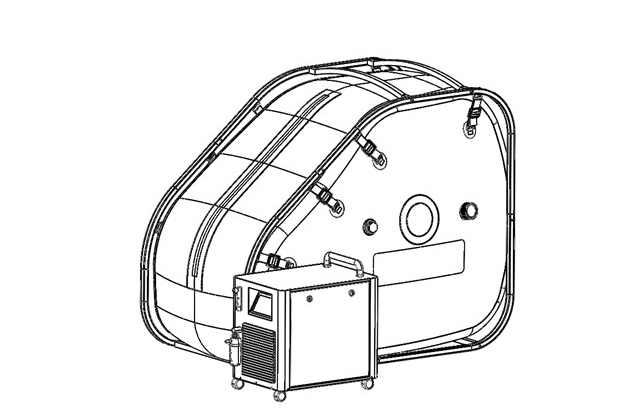
高压氧舱的底座加工与装配需保障产品放置的稳定性,底座是支撑整个氧舱的关键部件。底座采用型钢焊接成型,选用合格的Q235型钢,焊接采用二氧化碳气体保护焊工艺,焊缝成型牢固,强度高。焊接完成后,对底座进行除锈处理,采用喷砂除锈工艺,去除表面的氧化皮与杂质,随后进行喷漆处理,增强耐腐蚀性。底座上安装调节脚轮与固定支撑脚,调节脚轮方便产品移动,固定支撑脚用于产品放置后的固定,防止滑动。脚轮与支撑脚选用强度较高尼龙材质,具备良好的承重能力与耐磨性。疗养中心可配备微高压氧舱,帮助疗养人员快速恢复健康,提升疗养效果。安徽成人高压氧舱厂家供应

高压氧舱具备制氧模块自清洁功能,可自动清洁制氧模块内部的分子筛,去除杂质与水垢,维持制氧模块的制氧效率,延长模块使用寿命。自清洁功能可在设备闲置时自动启动,通过反向气流冲洗分子筛,去除吸附在分子筛表面的杂质,无需用户手动拆卸清洁,操作便捷。自清洁周期可根据设备使用频率自动调整,使用频繁时缩短清洁周期,使用较少时延长清洁周期,确保制氧模块始终处于良好运行状态。清洁完成后,系统会自动记录清洁时间,方便用户了解清洁情况,为后期维护提供参考。四川高压氧舱市价微高压氧可刺激干细胞活性,恢复细胞活力,调节新陈代谢功能。
在完成所有主要焊接工作后,整个高强度钢舱体会被送入大型程控热处理炉中进行整体去应力退火。这是一个对温度与时间进行精确控制的工艺过程:舱体被以不超过每小时100摄氏度的速率缓慢加热至Ac1点以下的特定温度区间(通常为580-620℃),并在此温度下保温足够长的时间(根据舱体壁厚计算),使焊接过程中积累的宏观与微观内应力得到充分释放和均匀化。随后,舱体以预设的冷却速率缓慢冷却至室温。这道关键的热处理工序能明显提升舱体的尺寸稳定性与抗脆断能力,并大幅降低其在长期承压使用中因应力腐蚀导致开裂的风险。
高压氧舱具备气压显示与调节功能,用户可直观查看舱内气压状态,并根据自身适应程度手动调节气压值,满足个性化使用需求。舱内配备了清晰的气压显示屏,实时显示当前舱内气压值,单位为MPa,精度高,显示准确,用户可随时了解自己所处的气压环境。同时,用户可通过触控屏幕手动设置目标气压值,调节范围通常为1.2-2.0个大气压,系统会根据设定值自动完成加压或减压过程,调节过程平稳,避免气压波动过大。此外,系统还具备气压单位切换功能,可根据用户习惯切换MPa与大气压两种单位,提升使用便捷性。高原地区人群可利用微高压氧舱改善高原缺氧状态,减轻不适。
壳体组对与焊接是决定舱体结构完整性的关键环节。所有成型后的高强度钢部件,均在由数控机床加工而成的专门组对工装上进行精确定位与刚性固定。我们的焊工均持有特种设备焊接资质,并采用富氩气体保护焊作为主焊工艺,使用与母材性能匹配的高韧性焊丝。对于主舱体的环缝与纵缝,我们使用大型焊接操作机配合埋弧焊工艺,实现一次成型、全熔透且内部质量均匀一致的高质量焊缝。每一条主焊缝在完成焊接后,均须进行100%的X射线实时成像检测,其评定标准严格遵循NB/T 47013等承压设备检验规范,确保任何微观缺陷都能被及时发现并处理。舒适大空间设计,电动座椅可调节,提供更舒适的理疗环境。安徽成人高压氧舱厂家供应
物联网接入,氧舱智能互联,远程控制与监测更便捷。安徽成人高压氧舱厂家供应
高压氧舱的成品总装是将各个部件整合为完整产品的关键环节,总装过程需遵循严格的装配顺序与质量管控要求。首先,将成型加工完成的舱体吊装至总装工位,随后依次装配舱门、密封系统、供氧系统、控制系统、安全防护系统等关键部件。每个部件的装配都需按照标准化操作规程进行,确保连接牢固、密封严密。总装过程中,技术人员需实时检查各部件的装配精度与连接状态,发现问题及时整改。当所有关键部件装配完成后,进行内饰部件的安装,包括座椅、照明设备、通风装置等。总装完成后,对产品进行整体外观检查,确保外观无瑕疵、部件安装平整。安徽成人高压氧舱厂家供应