商机详情 -
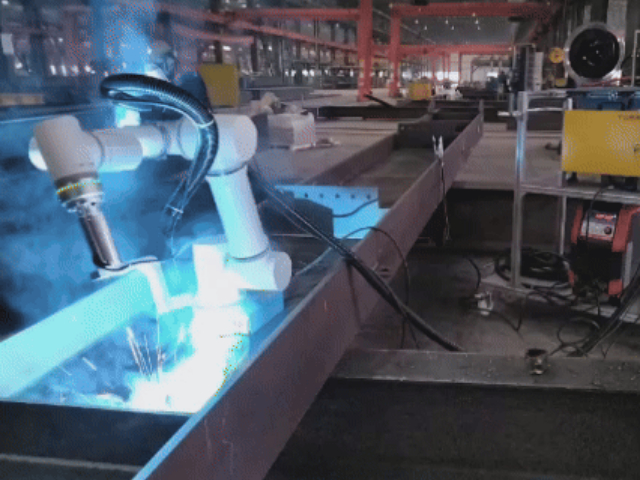
上海点焊焊接机器人工艺
山东激光焊接机器人一体化方案通过“硬件+软件+服务”模式重构生产流程,以清智焊接机器人推出的QJR6-1400H型号为例,其集成高精度伺服电机与激光焊缝跟踪系统,重复定位精度达±0.02mm,焊接速度较传统设备提升3倍。在济南某汽车底盘厂的应用中,6台机器人组成生产线,每日完成8000个转向节焊接,合格率超99.5%,较人工焊接节省成本40%。方案还提供7×24小时远程运维服务,通过数字孪生技术实时监控设备状态,故障响应时间缩短至30分钟内。据山东省机械工程学会统计,采用一体化方案的企业平均生产效率提升35%,产品不良率下降25%,推动山东焊接机器人市场规模突破120亿元。选激光切割焊接机器人认准图灵!搭载智能视觉系统,可识别200+种材料,兼容性极高。上海点焊焊接机器人工艺

重庆氩弧焊机器人以高焊接速度与稳定性为关键优势,典型技术参数包括:焊接速度50-160cm/min(人工焊接为40-60cm/min)、手腕额定负载6-90KG、重复定位精度±0.08mm。以某重庆厂商生产的TIG氩弧焊接系统为例,其搭载丹麦米加尼克焊接电源,支持DC/AC脉冲模式,可焊接0.1-20mm厚度不锈钢与铝合金,焊接速度较传统设备提升30%。在压力容器制造领域,该系统通过激光跟踪功能实现曲面自动焊接,单台设备年产能达5000吨,较人工焊接效率提升5倍。此外,系统配备IGC智能节气系统,氩气消耗量降低40%,单台设备年节省耗材成本超10万元。广东激光切割焊接机器人用途焊接机器人能降低人工成本,减少职业危害,为企业创造更高价值。
焊接机器人备件模块化设计通过标准化接口与集成化功能单元,重构设备维护模式。以某厂商推出的模块化焊枪为例,其将导电嘴、喷嘴、气体分流器等部件集成为可快速更换的单元,维护时间从30分钟缩短至5分钟。在某汽车零部件厂的应用中,采用模块化焊枪后,设备综合效率(OEE)从78%提升至92%,年节省维护工时超2000小时。此外,模块化设计支持备件预装配,例如将伺服电机与减速机集成为驱动模块,现场更换只需拆卸4颗螺栓,大幅降低技术门槛。在备件管理方面,通过RFID标签实现全生命周期追踪,系统自动预警备件寿命,避免非计划停机。据中国机器人产业联盟统计,模块化备件市场占比已从2020年的12%提升至2023年的35%,降低了制造业的运维成本。
上海图灵智造机器人股份有限公司的焊接机器人配备了先进的传感技术,能够实时纠正焊接偏差,确保焊接精度达到行业头部水准。其中,激光视觉传感器和电弧传感器是常用的两种传感技术。激光视觉传感器通过发射激光束,利用摄像头捕捉反射光,能够快速、准确地获取工件的形状、位置和焊接状态信息。在焊接过程中,激光视觉传感器可以实时监测焊缝的位置和宽度,一旦发现偏差,立即将信息反馈给控制系统,控制系统自动调整焊枪的位置和焊接参数,使焊枪始终保持在焊缝中心进行焊接。例如,在某汽车零部件的焊接中,上海图灵智造的焊接机器人配备了激光视觉传感器,能够将焊接偏差控制在±0.02 毫米以内,焊接质量达到了国际先进水平。电弧传感器则通过监测电弧的电压、电流等参数,判断焊枪与工件的相对位置,实现焊接偏差的实时纠正。在一些管道焊接中,电弧传感器能够根据管道的弯曲程度自动调整焊枪的角度和焊接速度,确保焊接质量稳定可靠。上海图灵智造不断研发和创新传感技术,为焊接机器人提供了更精确、更可靠的焊接保障。图灵提供激光切割焊接机器人现场调试,参数优化后切割效率提升40%,精度达±0.05mm,交付即用。
北京激光焊接定制服务中,AI视觉识别系统通过工业相机与深度学习算法,实现焊缝位置、宽度、间隙的实时检测与修正。以某航空航天企业定制的钛合金构件焊接线为例,系统搭载2000万像素工业相机,可在0.1秒内完成焊缝特征提取,即使工件存在0.3mm位置偏差或0.5mm间隙波动,仍能通过机器人路径动态规划保持焊接稳定性。在某新能源汽车电池托盘焊接项目中,AI视觉系统结合激光焊缝跟踪技术,将焊接合格率从88%提升至99.7%,单条生产线年节省返工成本超300万元。此外,系统支持多型号工件混合生产,通过数据库存储不同产品的焊接参数,换型时间从2小时缩短至10分钟。据北京市经信局数据,采用AI视觉技术的激光焊接设备占比已达42%,推动北京装备制造业智能化水平大幅提升。用户盛赞上海图灵智造焊接机器人,操作便捷,拖拽示教,生产效率大幅提升。江苏焊接机器人一体化
图灵氩弧焊机器人适用于不锈钢、钛合金等材料焊接,在食品机械、航空航天领域覆盖率超85%。上海点焊焊接机器人工艺
重庆氩弧焊机器人针对厚板焊接需求,通过高功率电源与多脉冲技术实现深度穿透。以某船舶制造企业为例,其采用的TIG-5000型号机器人配备500A大电流电源,可焊接50mm厚低碳钢板,单层焊接厚度达12mm,较传统手工电弧焊效率提升4倍。在焊接工艺上,系统采用“预热-焊接-后热”三段式脉冲控制,通过精确调节基值电流与峰值电流比例,将热影响区宽度从8mm缩小至3mm,极大降低变形风险。在某压力容器厂的应用中,6台机器人组成生产线,每日完成20个直径3米的封头焊接,焊接合格率达99.8%,较人工焊接节省氩气消耗40%。此外,机器人搭载的送丝速度闭环控制系统,可实时补偿丝材直径波动,确保焊缝成型均匀性,满足ASME标准要求。上海点焊焊接机器人工艺