商机详情 -
仓储盘点LED定位实验室用串焊机视频
实验室用串焊机配置方案二:自动红外焊接机构匹配手工操作且附有自动供带机构。机台主要结构:1.自动红外焊接机构一套。2.可移动焊台一套(附电池片位置单边对位的夹具板一件)。3.自动供带机构(单圈焊带供应),包括自动放带机构、自动拉直焊带机构、自动上助焊剂机构、自动烘干机构、自动取长切断模具机构、自动拉带机构。4.不锈钢封板及品质高电泳铝型材骨架及有机玻璃透明板、按钮、警示灯组成的机柜,设备外观有档次及配有进口浮马脚轮脚撑。5.有触摸屏(人机界面)及PLC管控器等电气及气动管控件。特别说明,焊接可以自动操作、供带也可以自动操作,二者互不关联。且在同一台设备上。供带只是提供焊带给手工贴电池片栅线组合用(拉直、上助焊剂、且取好长度)。 红海新实验室用串焊机可以做铜带材料分析。仓储盘点LED定位实验室用串焊机视频
实验室用串焊机
实验室用串焊机案例应用范围广,不同的案例其配置不同,功能也不同。是用来做实验,现有夹具、焊台是针对166电池片的9栅线之栅线距,实际焊接时可以根据自身需选择任意1条栅线或1~9条栅线选任意数量做任意组合,如果后续要焊另外的产品需另外采购相应的夹具或焊台。现就功能要求简单的一个案例功能做主要描述。1.如果要双面焊接就预先把焊丝按夹具位置摆放好并确保焊带的直线度状态2.手工把电池片放在焊台上,并确保与夹具同步(可以靠临时基准挡边来做位置参照)。3.人工把焊带(铜带必须是预先拉直的、取好长度且要求上过助焊剂的)贴在要求焊接的电池片正面的栅线上(两端有夹具槽,可供放直径),如果是单面焊接就不需要以上的第1步。4.只要按自动按钮,焊接机构下降至压网压住焊带的合适位置,并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后上升焊接机构直至移开到方便取卸焊接后的产品位置。5.取走焊好的电池片。 电力系统实验室用串焊机工厂直销实验室用串焊机的焊灯运动轴是什么?
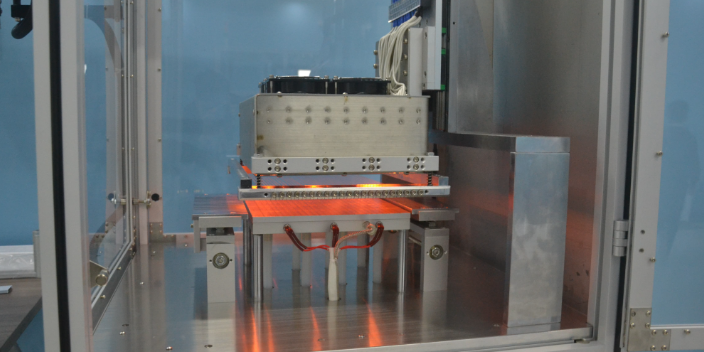
第二条(主要功能及描述说明)如下:1.手工把电池片放在焊台上。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门(焊台是多组气路,根据实际上的不同的电池片尺寸,可以单独开对应的阀门)。4.人工把焊带(铜带是已通过附有的自动供料机构拉直的、取好长度且上过助焊剂的)贴在要求焊接的电池片正面的栅线上(焊台上装有对焊带的夹具,须要需方提供栅线的间距及焊带的尺寸)。5.只要按自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。焊接机构下降至压网压住焊带的合适位置也就是设定的高度(同时开启了预热功率),并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置(直至移开到方便取卸焊接后的产品位置)。以上的“设定”是各自的参数化设计,可以根据实际情况进行设定。除了在人机界面上可以设定参数,还可以看到相关的提示或报警信息,还可以在上面触点相应的软按钮来替代按钮开关的操作。6.焊台返回到上料位置,人工取走焊好的电池片。
选择实验室用串焊机进行银浆分析,需要根据具体的实验需求和银浆的特性进行配置。以下是一些常见的配置选项:1.温度控制:根据银浆的熔点,选择合适的温度范围的温度控制系统,以确保实验结果的准确性和重复性。2.压力控制:对于某些银浆样品,需要在一定的压力下进行实验,因此需要选择具有压力控制系统的串焊机。3.焊接头:根据实验需求,选择不同类型和尺寸的焊接头,以确保能够准确地连接样品。4.电源:根据串焊机的规格和要求,选择合适的电源,以确保实验过程中电源的稳定性和可靠性。5.控制系统:选择具有简单易用、精确可靠的的控制系统的串焊机,以确保实验过程的自动化和精确控制。综上所述,选择实验室用串焊机进行银浆分析时,需要根据具体的实验需求和银浆的特性进行配置,以确保实验结果的准确性和重复性。 实验室用串焊机在配置三的基础上是否可以增加一个可选用的热风焊机构?

实验室用串焊机配置方案四:自动红外焊接机构(附选自动热风焊接机构)匹配手工操作且附有自动供带机构。机台主要结构:此方案是在方案三的基础上,增加了可选用的一个热风焊接机构,也就是说方案三完全可用,还可另外在机台上选用热风焊接机构。此热风机构是开发性的,可以在方案上进行多次优化与升级,无论是硬件上还是程序及参数。主要功能及描述说明:此方案是在方案三的基础上,增加了可选用的一个热风焊接机构,就是选用红外时完全与方案三相同,选用热风焊接就是只用热风的焊接机构,是二选一的焊接模式。红海新实验室用串焊机有几套配置方案?投光灯实验室用串焊机案例
助焊剂活性分析要选用哪种配置的实验室用串焊机?仓储盘点LED定位实验室用串焊机视频
实验室用串焊机的焊灯参数。1.涉及焊灯主要的参数“焊时功率”及“焊时时间”在主画面可以设置。2.其它的参数在参数设置画面里可以设置。3.参数会实时显示“当前的焊时轴脉冲数”及要到焊时位置所设的“焊时目标脉冲数”另外还可以设置4个参数:“焊时脉冲受限数”,这个的目的是限制保护不超下行程;“焊时点动速度”,就是可以手动点焊灯运动的速度;“压前焊后速度”,就是“压带前位”以新的速度向下到达“焊时位”的那个速度;“焊时速度”就是按自动按钮,焊时机构上或下的速度。其它的设置有“灯预热功率”,焊灯焊时时也有另外一个功率,这个是焊时前的功率;“预焊时时间”,焊时前的延时,也就是说,过了这个时间就焊时。“焊时伺服加减速时间”,在起动或接近结束都有一个加减速的时间,越大越平稳;“焊后等待延时”,完成相应动作以后,再过这个时间才启动下一个动作。 仓储盘点LED定位实验室用串焊机视频