商机详情 -
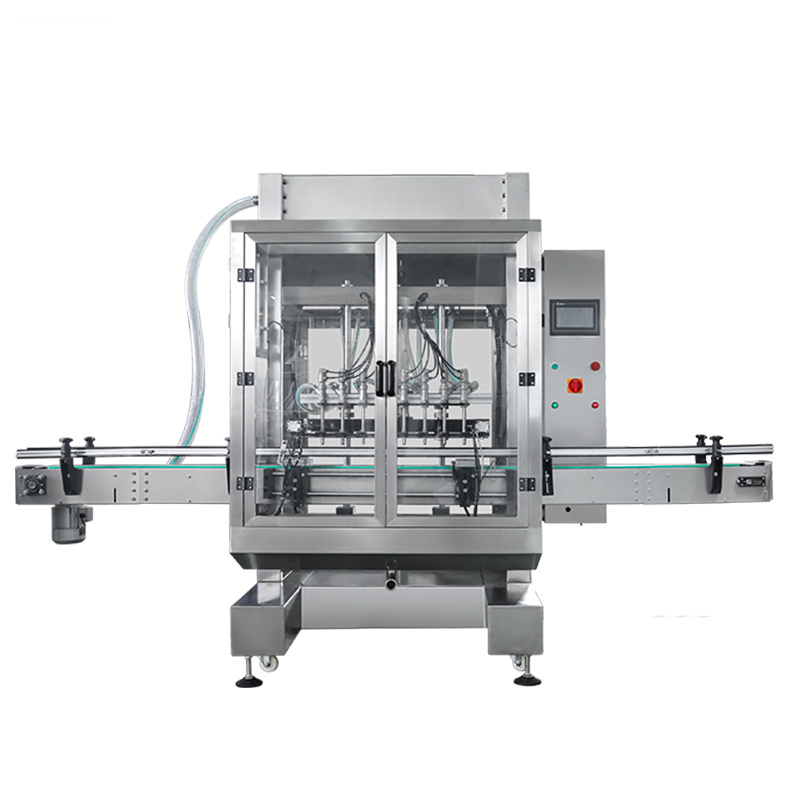
武汉多列式包装机厂家
在挑选多列吨袋包装机设备的时候,我们应当特别注意哪些问题呢?1.当我们选择和购买一台多列吨袋包装机时,价格是一个非常重要的因素,但是我们不能过于重视价格而忽视产品本身的性能。也就是说,在保证质量的前提下,我们可以选择价格在我们自己接受范围内的产品。因此,我们不要重视价格,产品的性价比才是关键。2.制造商的实地考察。进入工厂观察和了解企业的规模和发展,我们可以推断出工厂是否正式。3.虽然许多产品功能强大,但它们通常同时具有许多功能。但是,我们还是要根据实际情况选择自己的产品,而不是盲目选择那些功能多但不实用的设备。4.设备的功能需要根据用户的具体要求来选择。因此,在选择和采购时,必须寻找符合性高的设备,以保证使用效果。事实上,功能配置可以完全提高设备运行管理或运行水平。是否分配取决于企业的经济实力和产品的安全标准。5.看中多列吨袋包装机的品牌,却忽略质量。事实上,许多用户在购买多列吨袋包装机时都有预定的资金。以同样的价格购买有名品牌产品不一定是较佳选择。我们可以根据自己的情况选择质量可靠、信誉好的产品。多列包装机采用先进气动系统,速度更快。武汉多列式包装机厂家
以下是有关于多列包装机的发展问题:柔性化生产:各大企业为了适应市场激烈的竞争,产品更新换代的周期越来越短啦。根据了解,化妆品都生产,一般可达到三年一变,甚至一个季度一变,同时生产量又相对比较大,所以对多列包装机械的柔性与灵活性提出了比较高的要求:即多列包装机械的寿命要远远大于产品的寿命周期。因为的话,只有这样才能符合产品生产经济性的要求。主要从三个方面考虑柔性化的概念:量的灵活性、构造的灵活性以及供货的灵活性。嘉兴多列式包装机报价多列包装机具备防水功能,适应潮湿环境。

包装机在各个领域的应用:1、啤酒、饮料罐装成套设备:重点开发适用于年产10万吨以上的规模的大型啤酒、饮料罐装成套设备,包括装箱、卸箱、杀菌、贴标、原位清洗等功能。2、称量式填充设备:发展各种形式的称量填充设备,着力提高速度和精度以及稳定性和可靠性,并与自动包装设备配套。3、裹包设备:除塑料薄膜裹包设备外,要开发折纸裹包设备。大力发展与裹包设备配套的各种辅助装置,以扩大主机功能应用面。4、捆扎包装设备:重点发展多功能形式的捆扎机械,推动果蔬、日用百货、工业材料包装自动化水平的提高。重点开发台式和大型塑料带捆扎钢材等重物的自动连续捆扎机。5、环保包装机械:开发各种小包装用纸袋生产设备、以纸基材为容器的包装设备,以适应环境保护的要求。
包装机在使用一段时间之后,由于有中药残留物导致注入扁嘴、管道以及电池阀堵塞,从而咱们包装药液的时候出现包装不满,有气泡等情况。当出现以上情况的时候除了需要清理电池阀以外,还需要去清理注入扁嘴,注入扁嘴就在包装机正面绿色面板的下面,一个直角的管子,它是用来注药的介质,咱们只需要逆时针旋转就可以把它松下来,拿下来以后需要再把扁的部分松下来,你会发现扁嘴里已经用东西堵上了,这样咱们就可以用一字螺丝刀等扁的物体疏通扁嘴了,当然这一节也需要疏通。疏通完成以后,咱们再按原来的步骤把扁嘴装到包装机上。多列包装机可实现不同规格产品混合包装。

包装机工作原理:随着自动化程度的提高,包装机的操作、维护和日常保养更加方便简单,降低了对操作人员的专业技能要求。产品包装质量的好坏,直接与温度系统、主机转速精度、追踪系统的稳定性能等息息相关。追踪系统是包装机的控制中心,采用正反向双向追踪,进一步提高了追踪精度。机器运行后,薄膜标记传感器不断的在检测薄膜标记(色标),同时机械部分的追踪微动开关检测机械的位置,上述两种信号送至PLC,经程序运算后,由PLC的输出Y6(正追)、Y12(反追)控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生;由于采用了变频调速,大幅减少了链条传动,提高了机器运转的稳定性和可靠性,降低了机器运转的噪音。保证了该包装机高效、低损耗、自动检测等多功能、全自动的高技术水平。多列包装机可实现不同颜色包装材料选择。合肥多列式包装机一台多少钱
多列包装机具备安全防护装置,保障安全。武汉多列式包装机厂家
国内的包装行业目前也迎来了新一轮的发展高潮,相比较以往的传统包装设备来说,现代的新型包装设备在功能方面越来越趋向细分化。而且这种功能细分的趋势还为国内多列吨袋包装机的整个行业带来了新的商业模式,使得整个行业的发展都得到了良好的延伸。不过,我们也会看到,这不只意味着多列吨袋包装机行业在产业链的横向拓展上积极探索,而且还在产业链的纵向延伸上大胆实践。与此同时,功能细分化的发展方向也使得该行业的发展节奏不断加快。可以说,现代的包装机与之前传统式的大袋包装方式相比,不只使得包装方式发生了巨大的变化,还明显提升了包装的效果。也就是说,在多列吨袋包装机的发展下,使得整个行业的包装质量都有了一定的提升。当然,这主要归功于包装机生产厂家的不断努力,为整个行业的良好发展做好的铺垫,打下了坚实的基础。此外,对于现在的用户来说,如果我们有特殊需要的话,那么可以将自己的实际需求告知生产厂家,厂家可以进行定制,优化包装方案,全力保证用户包装进度和包装质量。武汉多列式包装机厂家