商机详情 -
安徽316L带颈平焊法兰平台
如何让带颈平焊法兰延缓腐蚀呢?给带颈平焊法兰上一层包装是一种解决长期腐蚀问题的好方案。法兰包装是一种复合聚合物极性基涂料。浆料形式使其无需预处理即可使用。粘弹性制剂允许材料流入空间和间隙,产生可以抵的优异密封。包装系统易于使用,节省时间。除了上包装,还可以用暖气除霜的方法。间接把热的气态冷凝剂通入并走过法兰,当法兰温降低至1℃时,开放紧缩机,量度上升,驱使名义结霜层消溶或者剥落;暖气融霜经济牢靠,保护治理便当,并且其注资和动土难度也不大。带颈平焊法兰的密封面的有很多种密封形式,其中榫槽面和突面较为常见。安徽316L带颈平焊法兰平台
平焊法兰和对焊法兰的基本区别是:对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就和两个管子一样焊接。平焊法兰是接口处加工了比管子外径略大一点的一个凹台,管子插在里面焊的。对焊的焊接性能比较好,腐蚀比较小。平焊和对焊是法兰和管道连接时的焊接方式,平焊法兰焊接时只需单面焊接不需要焊接管道和法兰连接的内口,对焊法兰的焊接安装需要法兰双面焊。所以平焊法兰一般用于低、中压管道,对焊法兰用于中、高压管道的连接,对焊的法兰一般是至少PN2.5MPa,采用对焊是为了减少应力集中,一般的对焊法兰多为带颈法兰也叫奶嘴法兰。 所以对焊法兰的安装费,人工费和辅材费要高点。湖州带颈平焊法兰在日常生活中要注意避免法兰出现碰撞的现象。

带颈平焊法兰和带颈对焊法兰有什么区别呢?1:带颈平焊法兰英文代字母简称SO法兰,带颈对焊法兰英文代字母简称WN法兰。2:带颈平焊法兰的颈部比带颈对焊法兰的颈部矮一些。3:带颈对焊法兰的颈部是锥形的而且焊接口部是有坡口的,而带颈平焊法兰的颈部是直角形状的而且焊接口部是平的。4:带颈平焊法兰的压力等级不如带颈对焊法兰的压力等级大,一般的带颈对焊用于中高压,带颈平焊用于中低压。5:带颈平焊法兰的焊接形式是将钢管穿进法兰内径焊接,而带颈对焊法兰则是颈部对准钢管进行焊接。6:无损检测的方式不一样 带颈对焊为RT X射线探伤 带颈平焊则为磁粉或渗透检测7:成本的区别,由于使用场合不一样,带颈平焊重量相对轻价格较便宜,带颈对焊工艺复杂点重量也重所以价格比带颈平焊法兰高,车工加工的时候加工费都不一样的。8:有些必要的场合是必须要对焊法兰的,比如天然气工程,因为焊接完毕之后需要做RT检测,这样的话带颈平焊法兰则不能。
垫片使用垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,**常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。板式突面平焊法兰产品重量以产品理论重量为准连接形式单面焊接,双面螺母连接。产品特点外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强生产工艺亚氧炉开料,整体锻打或者成品锻压切削成型加工方式 高精度数控车床车削,数控摇臂钻钻孔包装方式木箱、木托防震膜包装或者其它附件其它产品上打标识,合格证一份、材质化验单一份(产品质保书)小型带颈平焊法兰是可以将其存放在通风性能良好的材料棚里。

带颈平焊法兰的制造工艺包括材料准备、加工、装配和焊接等步骤。首先,选择合适的材料,通常使用碳钢、不锈钢、合金钢等材料制造。然后,对材料进行切割、成型和加工,制作出法兰盘和颈部的形状。接下来,将法兰盘和颈部进行装配,通过螺栓将它们固定在一起。然后进行焊接,将法兰盘和管道焊接在一起,确保连接的牢固和密封性。带颈平焊法兰具有以下优点:首先,它具有良好的密封性能,能够有效防止流体泄漏。其次,它具有较高的强度和刚度,能够承受较大的压力和温度。此外,带颈平焊法兰还具有易于安装和拆卸的特点,方便维修和更换管道。然而,带颈平焊法兰也存在一些缺点,如制造成本较高、焊接工艺要求较高等。带颈平焊法兰分螺纹连接(丝接)法兰和焊接法兰。浙江榫面带颈平焊法兰价位
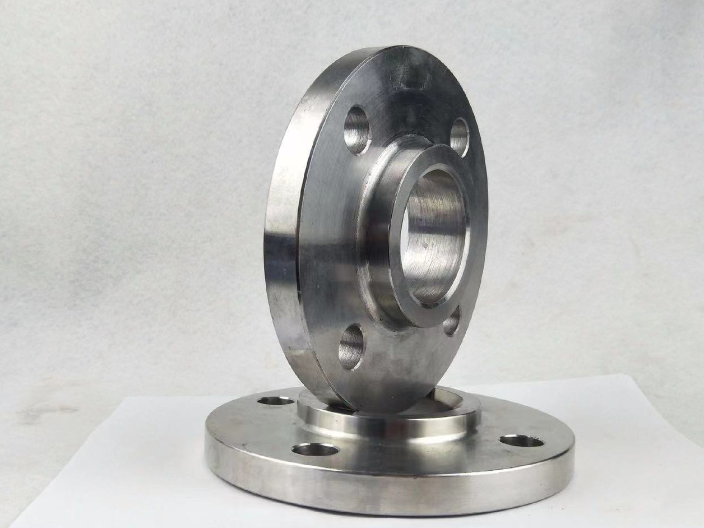
带颈平焊法兰上有孔眼,可穿螺栓,使两法兰紧连,法兰间用衬垫密封。安徽316L带颈平焊法兰平台
带颈平焊法兰处理一般为固溶热处理,通常称为“退火”,温度范围为1040—1120℃(日本标准)。也可以通过退火炉的观察孔进行观察。退火区的大的法兰管件应为白炽状态,但不得软化下垂。保护气体压力,为了防止微泄漏,炉内保护气体应保持正压,如果是氢气保护气,一般需要20 Kbar以上。退火气氛:一般采用纯氢作为退火气氛,空气纯度大于99.99%。如果大气的另一部分是惯性气体,纯度也可以较低,但不能含有太多的氧气、水蒸气。炉体密封,外壳有钢板和型钢焊接而成,用型钢和钢板焊接小车,通过与炉衬和砂封机构的软接触,减少热辐射和对流损失,有效地保证炉体密封。明亮的退火炉应关闭并与外部空气隔离;如果用氢作为保护气体,则只开一个出口(用来点燃所排放的氢)。用肥皂水检查退火炉各接头的间隙,看它是否脱落。其中,容易跑气的地方是退火炉进入管外的地方,这里的密封圈特别容易磨损,应经常检查更换。安徽316L带颈平焊法兰平台