商机详情 -
笔试测量探针
马波斯一直致力于研发工艺设计以提高自动机床的效率以及使用了此工艺设计的生产流程的质量,对于所有测量要求而言是一位可靠和有能力的合伙人。在曲轴检查领域,FenarL系统是测量主轴承轴颈直径与轴承销轴颈直径的理想选择。它的机械配置的设计使得能够采用相同测量仪器监控被加工的直径值,无论零件是围绕着主轴颈的几何轴旋转还是围绕着旋转主轴的销轴承轴颈的轨道旋转。此解决方案使得现代曲轴磨床能够实现很高的灵活度与精确度,从而使得它在***的市场中变得与众不同。图形选项有各种级别,从简单的状态或数字或条形图到时间图、直方图和图形。笔试测量探针

马波斯在机床精度测量领域拥有60年的经验,是国际市场的佼佼者。为响应测量工件与产品件的几何尺寸与形状时以及设置并检查机械加工过程中使用的刀具时对准确度的要求越来越高的情况,马波斯已研发出一系列新软件包用于其接触式与非接触式测头系统。软件周期的设计旨用于生产周期中,这意味着可将软件周期用于检查机床条件下的零件;这减少了拒收件数量,从经济的角度有效降低了成本。将此软件包与MIDA激光、TBD与VTS系统上的MIDA上的接触式测头一起使用。它们适用于零件与刀具检查过程、每个类型的机床、机械加工中心、铣床与车削中心,此外,它们还能与使用***的数字控制系统兼容内蒙古机床在线检测测量仪品牌马波斯能根据磨床的种类不同的应用,主动测量及机后测量系统,砂轮动平衡器,监测传感器,测头。
对于磨床上的尺寸控制,P3ME电子单元**着一种精确、可靠、经济与紧凑的解决方案。当连接到马波斯测量头时,P3ME可在整个磨削过程中定位零件并控制零件尺寸。当连接到马波斯测量头时,P3ME可在各种机床类型中定位零件并控制零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可实时查看模拟仪表与数字显示器,以获取零件状态,且LED灯的设置向机床控制系统呈现了信号以管理砂轮进给。我们的系统范围可抵抗严酷的环境,同时会与研磨用磨料、金属粒子、切削油以及侵蚀冷却液直接接触。保证并维持稳定的生产力。实时检查磨削期间的零件质量砂轮磨损补偿优化周期时间生产的零件在公差范围内将操作员影响尽可能减小与机床逻辑集成
紧凑型计量计算机Nemo是一台入门级、紧凑型计量计算机,它是数据收集应用的理想选择。因为它的程控、存储与通信容量很大,所以非常适合用于分析与监控工业生产。对于涉及到少量测量点的手动应用而言,它**的是一种完美、人性化的解决方案,同时,它能支持复杂的数学公式、细分生产批次以及通过公司网络收集数据。为确保其使用方便,给它配备了一个用户界面,该界面使用易读图标以及能够与计算机本身的较小尺寸兼容。此外,系统配置基于对连接设备部分的自我识别。也可将Nemo用于将包含整个生产批次或单一测量周期的数据的文件导出到公司网络上,这意味着当必须提供带有正确支持类型的生产时,这是一个理想的解决方案。将Nemo用于管理多种零件类型以及确定测量批次,以简化生产认证与监控。用户界面**简化了系统设置、程序定义与批次管理程序。Nemo是专为涉及到少量测量点的手动应用而设计,并支持主要马波斯测量设备以及许多第三方设备,主要特征是USB或以太网连接选项。可执行各种控制类型,具有更复杂的周期和更大的外部信息交换。
多年来,工业领域的加工生产需要达到高精度,因此,需要使用形状十分复杂的刀具且刀具尺寸极小(甚至小于0.1mm)。在许多应用中,传统技术无能为力。在测量循环中,触发式测头易于导致这类微小刀具破损,因此,不宜用于这类刀具测量l受限于刀具形状和刀具直径与激光光束直径比的限制,激光技术难以保证测量精度要求。事实上,刀具直径和激光光束直径都很小,或刀具切削刃有不同的形状(例如,球头铣刀或平头铣刀),激光无法精确测量这类刀具。如何提升测量技术?马波斯深耕光学测量技术数十年,以丰富的经验成功完成**设计和生产,推出全新配CCD传感器的VTS(视觉对刀仪)产品线。为什么采用光学技术?光学技术可超越传统测量技术的极限,测量形状极复杂的刀具并达到高精度,这令其它技术望其项背。所有软件包可根据所用设备的结构、客户的要求和必要的通信方法进行配置。湖北后数控机床测量仪系统
数控机床测量仪品牌,请认准马波斯测量科技。笔试测量探针
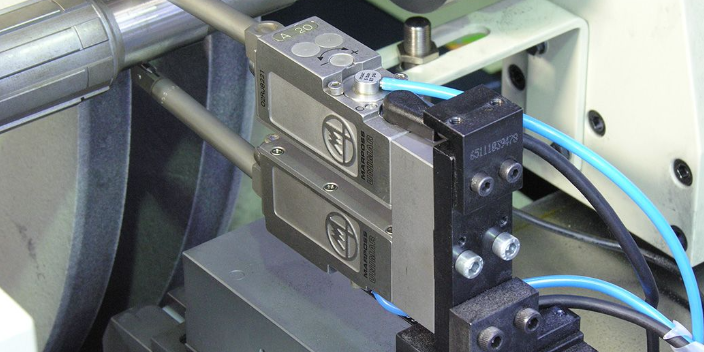
加工中心及铣床:马波斯开发了各种系统,包含采用无线传输技术的工件检测系统,接触式或非接触式的刀具测量及检查系统,通过各种传感器实现过程监控的系统,这种系统用于检控刀具和机床各部件的状态以及通过安装在主轴上的无线传输电子塞规进行在机尺寸测量。在机床加工中心上进行测量从未如此简单、快速与准确。将马波斯的WRG孔径规用作常规刀具,从刀具库装载到机器主轴中,从而对机械加工零件进行尺寸控制。它的坚固性以及测量精度使得它特别适合大规模生产,很容易适应终端用户的测量要求。部件检测使得能够在机械加工之后进行尺寸检查。这样,用户需要知晓:如果零件在公差范围内,则可进入下个流程如果零件的尺寸低于要求的零件,则需要进一步机械加工如果零件的加工不良以及不在公差范围内,则应立即移除坏的零件,防止进入下个流程笔试测量探针