商机详情 -
浙江双圆盘平面磨床测量仪安装
可视化对刀仪的主要功能特征之一体现在它的保护系统上,即便在有冷却液或灰尘的情况中,该对刀仪也拥有出色的测量性能。在没有进行检查时,气动百叶窗盖板会保护光学镜片,这些通过机械方式使镜片远离粗糙的机床环境;相反,在测量周期内,**解决方案可解决光学窗口拒收件碎屑与冷却液滴产生的气流。此类双重保护(气动与机械保护)保证用户可获取优异测量结果。因为接口灵活,所以可程控可视化对刀仪,以适应机床类型以及执行测量周期,在真实机械加工条件中进行检查。断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。UNIMAR测头应用于连续/中断内部、外部研磨、高精度车床、加工后测量站、机械加工中心、无中心研磨。浙江双圆盘平面磨床测量仪安装

在量产阶段,马波斯可以为量产阶段提供动力电池的泄漏检测的自动化方案。对于马波斯而言,提供丰富的泄漏检测解决方案,同时保证在锂离子电池量产线各个工位检查锂离子电池的密封性是重要的。从特征的角度来看,马波斯不*能够提供电池壳氦气示踪检测方案,也能够提供电解液充入前和充入后的氦气示踪检测方案。另外,马波斯也能够在压氦发泄漏检测和电解液示踪泄漏方面提供良好的检测方案。这也是马波斯能够帮助量产阶段提供的动力电池泄漏检测。北京精密测量仪技术生产的设备保证了更大的灵活性和应用模块性,需几个专门用于管理控制过程所需的不同传感器和特定部件。
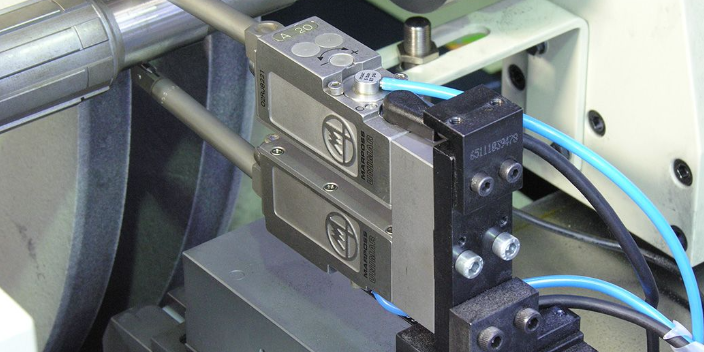
与马波斯测量头相连的新电子测量仪P1Dme对于磨床而言是一个经济、紧凑、实用与可靠的解决方案。P1Dme控制着磨削过程中的零件尺寸。它是一个扁平的紧凑测量仪,带有盖板玻璃触屏,很容易将其安装在任何磨床上,以实现平滑的零件控制。新的人机界面直观,旨在让操作员的每日作业变得简单。当与马波斯测量头连接时,P1dme可控制各类磨床中的零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可将触屏显示器用于零件状态实时检查以及数据编程。测量仪也呈现了机床控制系统的信号,以管理砂轮进给。因为配有新的直观人机界面,所以很容易完成标准件与机床补偿的每日操作。
T18是一款紧凑刀具检测与监控用接触式测头,其有助于减少无人监控的机械加工过程中未发现的刀具破损导致的拒收件数量。因为它有各种功能,所以其配置可用于车床与机械加工中心。紧凑型T18测头是机械加工中心与机床的理想选择,其使得用户可以通过测量并检查刀具的完整性而监控零件的尺寸公差。尤其是,它可进行以下检查:确定刀具位置偏位刀具前置刀具磨损修正测头的设计旨在与E32U接口一起使用.马波斯在机床精度测量领域拥有60年的经验,为响应测量工件与产品件的几何尺寸与形状时以及设置并检查机械加工过程中使用的刀具时对准确度的要求越来越高的情况,马波斯已研发出一系列新软件包用于其接触式与非接触式测头系统。主动测量仪系统厂家--马波斯测量科技。
在电子器件行业,卷对卷工艺(R2R)可在塑料膜或金属箔的卷材上实现连续生产柔性和大面积的电子器件。卷对卷工艺是一系列生产技术,在两个活动材料卷间输送柔性基材,并在输送中用增材方式连续成形薄膜结构。卷对卷(R2R)是一种十分重要的基材生产工艺,如今,在电动车锂离子电池(LIB)生产中已发展出许多应用,例如:金属箔(铝箔和铜箔)、生产塑料隔膜生产和印刷/柔性薄膜电池极片(阴极和阳极)。在所有这些产品的生产过程中,重要的是降低极片生产中废品率过高的问题,方法是采用在线质量测量和控制技术,例如用非接触的测量传感器检查宽度。在产线上必须严格检查宽度,因此需要使用非接触式技术。敏感材料不允许接触,无法用传统接触式方案测量敏感材料,为了实现在线测量宽度,马波斯/AEROEL推出非接触式测量技术,这就是激光测量仪。马波斯能根据磨床的种类不同的应用,主动测量及机后测量系统,砂轮动平衡器,监测传感器,测头。辽宁数控车床测量仪品牌
MARPOSS嗅探氦气泄漏测试方案能够测量10-2 - 10-4 SCC/sec的泄漏,该技术在漏率范围内取得了良好测试结果。浙江双圆盘平面磨床测量仪安装
统计过程控制规定了三个活动阶段:了解过程:必须在其行为中识别过程,并且必须明确规定每个受控特征的规格界限。可变性的特殊原因必须消除,以使过程稳定。使用控制图监控生产过程:这些图表用于及时检测受控特征的均值或方差的变化。控制图的目的是识别始终存在的可变性的常见原因,并将其与特殊原因区分开来。统计过程控制的目标不是检查零件是否良好,而是预测并防止生产出有缺陷的零件。为此,可将控制图作为预测工具,并确定可能导致生产出有缺陷的零件的原因。一旦控制图表示存在不稳定的过程(SPC警报),就必须采取措施控制生产,从而限制了部件不合格和生产线的减速。当控制图没有发出任何警报信号时,该过程可被视为“稳定”或“受控制”;其“过程能力”可以通过“能力研究”进行计算。过程能力是一种用来计算过程在未来指定限制时间内生产零件的能力的指数。**初的Shewart理论基于过程,其特征*由一种正态分布进行描述。随着时间的推移,统计过程控制的能力得到了改进,能够(使用Pearson控制图)分析不同分布描述的连续特征,(使用P控制图和NP控制图)分析离散特征,以及(使用C控制图)和U控制图)分析具有多个缺陷的离散特征。浙江双圆盘平面磨床测量仪安装