商机详情 -
线材料检测
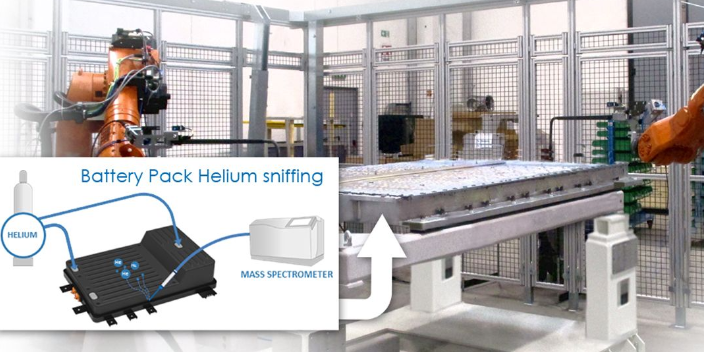
MARPOSS累积室中的氦气对电池PACK进行泄漏测试,该技术在此漏率范围内取得了非常好的测试结果,并且方案简单可靠。通过空气泄漏测试方法(压降法或质量流量法)检查组装好的冷却回路。检测泄漏精度高达10-4SCC/sec该方法不受待测产品和环境温度影响适用于大体积和外壳会变形的产品的测试测试节拍可优化,不受密封边长短的影响按照客户的规格要求定制方案或通用化的解决方案结构坚固。另外,全自动方案或手动上料方案、高可靠性低、使用成本检测泄漏、精度高达10-4SCC/sec都是该测试的优势。马波斯可以根据客户的规格不同,提供定制化装配解决方案,手动或全自动方案,包括完整的EOL功能测试。线材料检测
检测设备
在紧固件的质量控制方面,螺栓、销钉和铆钉都可以通过Optoflash实现快速测量。标准的测量选项里包括螺纹测量功能:螺纹大径、螺纹小径、螺纹中径、螺距、啮合角度、螺纹总长度、螺纹起始点角向、螺纹轴线、螺纹同轴度等。基于2D图像采集技术,Optoflash是测量涡轮增压器的完美解决方案比较大的优势在于,Optoflash可通过一张2D图像采集到整个工件轮廓,所以能够用更快的速度测量到整个叶片的轮廓(而不是数个截面),并且更加精确可靠。Optoflash的测量速度是传统线扫描光学系统的两倍。整线测试马波斯将自动化和测试有效地结合在一起,马波斯将测试技术无缝整合到客户的作业流程中。
在零件层级评估NVH比在装配层级评估更有利。因其可在装配前及时识别零件的缺陷(如几何尺寸偏差),避免装配完成后想要改善零件质量可能为时已晚。考虑到变速箱和减速机的高精度要求,在产品装配前检查各零件的尺寸、外观显然是明智之举。本质上NVH检测的原理是通过施加与实际工况相似(甚至更高)的转速和扭矩值来对齿轮进行检测。由于机器的底座结构由花岗岩制成,Marposs设备坚固耐用,不会受到外界的干扰和噪音的影响。待测齿轮(工件)与标准齿轮啮合,其啮合状态可参考单啮工况(中心距固定)。输出测试参数是零件(或标准件)的角加速度,使用编码器(TE检查)和扭矩加速计(TAC检查)进行即时评估和长期评估。
在齿轮尺寸的在线和离线测量方面,轮齿的工作表面通常需要经过多次机加工。机加工过程中产生的表面纹理会影响齿轮的许多功能特性。因此,在重要的机加工操作(如滚齿或磨齿)后,用高质量的测量仪器来测量齿轮参数是很有必要的。M62-Flex是一种柔性量规,适用于测量外齿轮的DOB(MdK)、齿根直径和大径等尺寸。在齿轮测试方面,M62双啮测台适用于检查内/外齿轮的综合偏差,并能在无齿隙(双啮滚动)的情况下测量更多的功能参数。测试时待测齿轮与更高质量等级的标准件啮合。在燃料电池组的流动板方面,马波斯Hetech目前正在制造一个配备4个腔室的系统,以满足客户的高生产率需求。

马波斯在扁线尺寸测量深耕多年,能够提供针对生产电动车定子测量的多款解决方案。众所周知,生产电动车定子需要使用不同类型的扁线,马波斯提供的这款柔性非接触式测量方案就能够测量不同类型扁线的主要几何特征。这解决了生产电动车定子测量遇到的问题。实际上,在扁线尺寸测量方面,马波斯可提供非接触式解决方案,同时保证不同类型的零件都能够使用测设备测量。这在一定程度上体现了马波斯该系列解决方案无需换工装速度快且精度高的优点。Marposs可以提供测试方案,用于在线或离线的定子绝缘质量检测。电机振动测试设备
无论定子是哪种型号,Marposs都可以提供多种产品和应用,以满足整个制造链的过程控制。线材料检测
在变速箱垫片选择与装配(选垫机)方面,高速变速箱的装配过程通常需要确定和验证装配用的垫片适用与否,以防止变速箱运转过程中可能导致的噪音或工作异常。垫片选择及装配的工艺主要用于调整锥形轴承之间的预紧力或调整啮合齿轮之间的齿隙。当涉及到电气化变速箱(减速机)时,选垫机方案将面对新的挑战和要求。此时集成化/定制化的测量方案将变得至关重要。Marposs非接触式检测方案,使用激光扫描传感器或共焦技术来测量产品的各种外观特征,如倒角尺寸和侧面轮廊等。线材料检测