商机详情 -
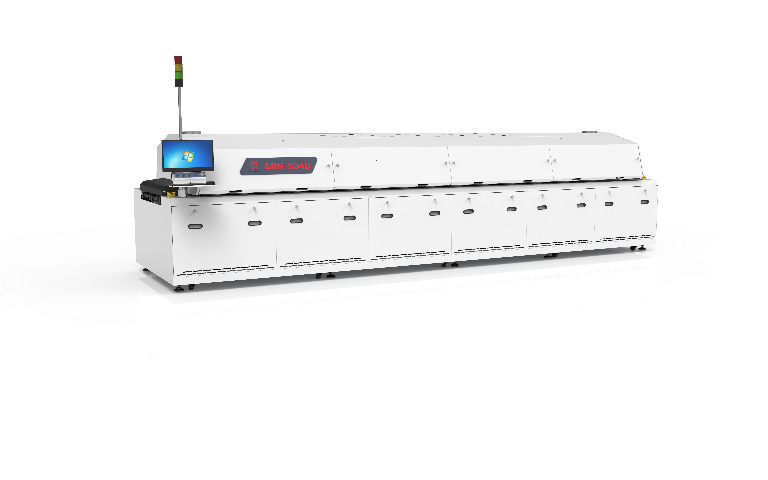
深圳国产全程氮气回流焊多少钱一台
华微热力技术(深圳)有限公司研发的全程氮气回流焊设备,其技术在于独特的氮气循环利用系统。测试数据显示,该系统可将氮气利用率提升至85%以上,相比传统直排式设计节省氮气用量30%。设备工作温度范围从室温至300℃可控制,温控精度达±1℃,完全满足无铅焊接工艺要求。我们的回流焊炉采用10温区控温设计,热补偿响应时间小于3秒,确保焊接温度曲线完美匹配各种焊膏特性。经第三方检测,焊接后的PCB板离子残留量低于1.56μg/cm²,远超IPC标准要求。华微热力技术(深圳)有限公司的全程氮气回流焊采用进口传感器,数据更。深圳国产全程氮气回流焊多少钱一台
华微热力全程氮气回流焊的控制系统采用工业级 PLC,运算速度达到 100K 步 /s,能快速处理各类输入信号并发出控制指令,确保加热、输送、氮气供应等各执行机构的协同。设备支持以太网通信,可轻松接入工厂 MES 系统,实现设备运行状态的远程监控和工艺参数的集中管理,管理人员在办公室即可实时了解设备生产情况。目前,已有 50 余家客户通过该功能实现了焊接工序的智能化管理,生产数据的采集效率提升 60%,工艺调整时间缩短至原来的 1/3,大幅提升了生产管理水平。设备支持以太网通信,可轻松接入工厂 MES 系统深圳销售全程氮气回流焊设备厂家全程氮气回流焊认准华微热力技术(深圳)有限公司,售后响应时间<4小时。
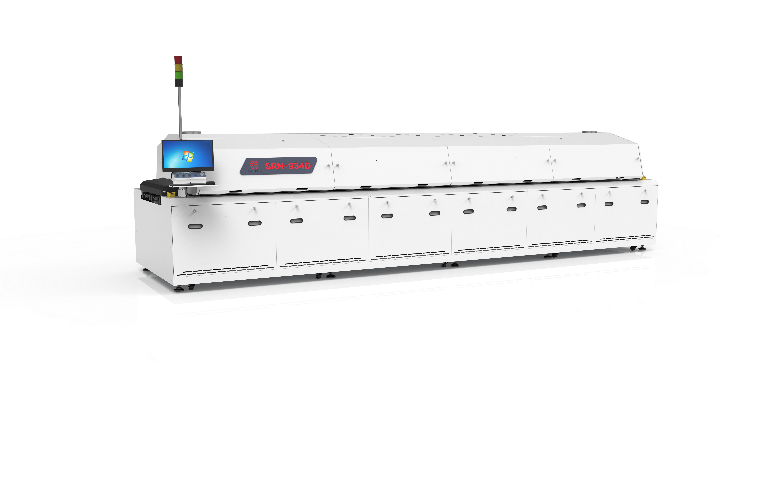
华微热力全程氮气回流焊搭载智能氮气浓度闭环控制系统,该系统采用日本进口氧传感器,响应时间≤50ms,可将炉内氧含量稳定控制在 50ppm 以下,较行业常规的 100ppm 标准提升 50%。设备创新采用分级式氮气注入设计,通过 8 组德国宝德精密电磁阀动态调节流量(调节范围 0-50L/min),配合上下对流风道(风速均匀性 ±0.2m/s),使炉内氮气均匀度达 98%,确保 PCB 板各区域焊接环境一致。某通讯设备厂商引入该设备后,QFP 引脚焊点氧化率从 3.2% 降至 0.15%,年度不良品损失减少 120 万元;同时设备氮气消耗量较传统机型降低 35%,按工业氮气 4 元 /m³ 计算,单台设备年节省气体成本 8.6 万元。
华微热力全程氮气回流焊的氮气纯度检测接口可外接气相色谱仪(如安捷伦 7890B),每月一次的校准数据显示其自带传感器偏差≤10ppm,完全符合 ISO/IEC 17025 校准要求。设备的氮气流量计(量程 0-100L/min,精度 ±1% FS)每年经第三方计量机构(如中国计量科学研究院)检定,确保流量控制的准确性和溯源性。某医疗器械企业通过这种严格的计量溯源管理,其焊接过程参数控制能力指数 Cpk 从 1.2 提升至 1.8,满足 FDA 对过程稳定性的严苛要求,产品顺利进入北美市场。全程氮气回流焊设备哪家节能?华微热力技术(深圳)有限公司年省电费超3万元。
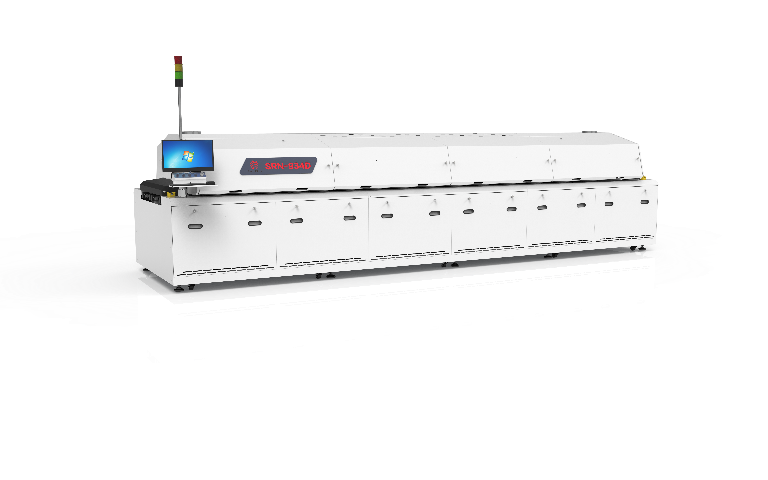
华微热力全程氮气回流焊的焊接腔体采用 304 不锈钢材质,这种材质具有出色的抗腐蚀性能,相比普通钢材抗腐蚀性能提升 40%,能有效抵御焊锡膏挥发物的侵蚀,使设备使用寿命可达 10 年以上。设备配备的红外测温传感器采用进口芯片,响应速度快至 0.1 秒,可实时监测焊接区域的温度变化,并将数据及时反馈给控制系统,自动调整加热模块输出功率,确保焊接曲线的执行。目前,该设备已通过 ISO9001 质量管理体系认证和 CE 认证,凭借稳定可靠的性能,在国内汽车电子、医疗器械等对焊接质量要求极高的制造领域,市场占有率达到 15%,且呈持续上升趋势。华微热力技术(深圳)有限公司的全程氮气回流焊配备21寸触摸屏,操作更直观。深圳销售全程氮气回流焊设备厂家
华微热力技术(深圳)有限公司的全程氮气回流焊采用双气帘设计,氮气利用率提升40%。深圳国产全程氮气回流焊多少钱一台
华微热力全程氮气回流焊的炉体采用 304 不锈钢双层保温结构,内层厚度 3mm,外层厚度 2mm,中间填充 50mm 厚硅酸铝保温棉,外壁温度≤45℃,热损失较传统机型降低 40%。炉内加热区创新采用红外 + 热风复合加热方式,红外加热管(功率密度 20W/cm²)与热风循环系统(风量 300m³/h)协同工作,升温速率达 12℃/s,配合氮气保护可减少金属氧化带来的热阻影响,使 PCB 板温度均匀性提升至 ±2℃。设备运行噪声≤65dB,符合 GB 12348-2008 工业厂界环境噪声排放标准中 2 类区域要求。某医疗设备厂使用后,车间环境温度降低 3℃,无需额外增加空调负荷,年节省电费 3.2 万元,员工工作舒适度评分从 72 分提升至 91 分(百分制)。深圳国产全程氮气回流焊多少钱一台