商机详情 -
陕西野外施工热熔焊接机制造商
即使是非专业人员也能迅速掌握焊接技巧,降低了对操作工的技能要求。适用:热熔焊接机适用于多种塑料材料的焊接,如PE、PP、PVC等。同时,它还可应用于不同行业,如汽车零部件、医疗器械、家电制造等,展现出适用性。安全环保:设备在设计和制造过程中充分考虑了安全性和环保性。采用多重安全防护措施,确保操作人员的人身安全;同时,低噪音、低排放的特点也符合现代绿色生产的要求。热熔焊接机的应用场景 汽车零部件制造:在汽车行业中,热熔焊接机应用于保险杠、仪表盘、车门板等塑料部件的焊接。其高效的焊接速度和质优的焊接效果,为汽车制造业的快速发展提供了有力支持。需要热熔焊接机供应可以选世旼伟德(无锡)机械制造有限公司。陕西野外施工热熔焊接机制造商
全自动多角度熔接机主要通过电能转化为热能来实现熔接过程。其重心部件通常包括加热元件,如电阻丝或电磁感应线圈。当电流通过电阻丝时,由于电阻的存在,电能会以焦耳热的形式释放出来,使与之接触或靠近的待熔接材料局部升温至熔化状态。而在采用电磁感应加热的方式中,交变的磁场会在导磁性材料内部产生涡流,涡流与材料的电阻相互作用同样会产生大量热量,从而达到快速加热的目的。这种精确可控的热量供应是实现高质量熔接的基础,通过调节电流大小、通电时间等参数,可以精细控制加热温度和速度,满足不同材料和熔接工艺的要求。四川核电管道热熔焊接机行业标准品质热熔焊接机供应,就选世旼伟德(无锡)机械制造有限公司,需要的话可以电话联系我司哦!
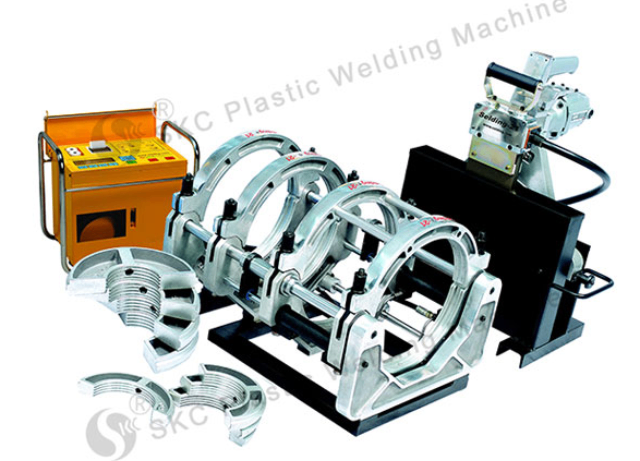
加热系统:加热系统是为熔接提供所需热量的重心部分。如前所述,加热方式主要有电阻加热和电磁感应加热两种。电阻加热系统中,加热元件通常安装在熔接头的附近或内部,通过导线连接到电源。电磁感应加热系统则需要配备专门的感应线圈和高频电源,将工频交流电转换为高频交流电供给感应线圈,产生交变磁场进行加热。无论是哪种加热方式,都需要配备温度控制装置,以确保加热温度的稳定性和准确性。冷却系统:在熔接完成后,需要对熔接区域进行快速冷却,以固定熔接接头的形状和结构,提高生产效率。冷却系统一般采用风冷或水冷的方式。风冷系统通过风扇将冷空气吹向熔接区域,带走热量;水冷系统则是通过循环冷却水,将热量传递给散热器散发出去。一些的全自动多角度熔接机还配备了智能冷却控制系统,可以根据熔接材料的特性和环境温度自动调节冷却速度和时间,优化熔接质量。
保压冷却与检测阶段:对接完成后,设备保持对接压力 0.6MPa 不变,进入保压冷却阶段,冷却时间 30s(根据环境温度自动调整,环境温度>30℃时缩短至 25s,<10℃时延长至 35s)。冷却过程中,温度传感器监测焊接接头温度,当温度降至 60℃以下(PE 材料的结晶温度),熔融层逐渐固化。随后设备卸除压力,松开夹具,操作人员取出焊接后的管道。***,通过视觉检测观察接头外观(无气泡、裂缝、溢料均匀),并使用**工具检测接头的密封性(如进行水压试验,压力 1.2 倍工作压力,保压 30min 无泄漏),合格后进入下一工序,不合格则分析原因并重新焊接。品质热熔焊接机供应,就选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!

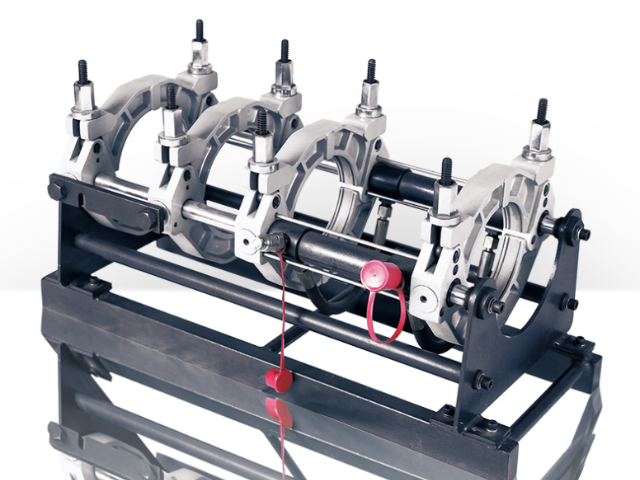
按应用场景分类:塑料管道热熔焊接机专门用于塑料管道(如 PE 管、PPR 管)的连接,根据管道直径不同可分为手动式、半自动式与全自动式。小型管道焊接机(直径≤63mm)多为手动操作,通过加热模头熔化管道端口后对接;大型管道焊接机(直径≥110mm)则采用液压或气动加压装置,配备温度与压力监控系统,确保接口强度符合标准(如静液压强度试验在 20℃、10MPa 条件下无破裂)。包装热熔焊接机主要用于包装行业的封口与拼接,如塑料袋封口、纸箱封装、复合膜焊接等。设备采用连续式加热方式,通过加热辊或加热刀与材料接触,配合传送带实现连续生产,焊接速度可达 10-50m/min。包装用热熔焊接机注重封口的密封性与外观质量,部分设备还集成了切边、压花等功能。汽车零部件热熔焊接机针对汽车行业的塑料零部件(如仪表盘、门板、水箱等)设计,具有多工位、高精度的特点。设备通常采用多头加热装置,可同时焊接多个焊点,加热温度控制精度 ±1℃,定位精度可达 ±0.05mm,满足汽车零部件的强高度与高可靠性要求。部分设备还配备视觉系统,实现焊接过程的在线监测。需要热熔焊接机供应建议选择世旼伟德(无锡)机械制造有限公司。广东半自动热熔焊接机焊接设备
品质热熔焊接机供应,选世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦!陕西野外施工热熔焊接机制造商
分子融合原理:当工件接触面温度达到熔融温度后,热塑性材料的分子链运动加剧,分子间的作用力减弱,材料从固态转变为黏流态,形成熔融层。此时施加对接压力,会促使两个工件的熔融层相互挤压、流动,打破分子间的界面,使不同工件的分子链相互渗透、扩散,形成分子层面的结合。分子融合的程度取决于熔融温度、压力与保压时间:温度过高会导致分子链断裂,降低接头强度;压力不足会导致熔融层接触不充分,分子扩散受阻;保压时间过短则分子尚未充分结合,冷却后易出现接头缺陷。例如,PPR 管道焊接时,需将温度控制在 240-260℃,对接压力控制在 0.3-0.5MPa,保压时间根据壁厚确定(如壁厚 5mm 时保压时间 10s),确保分子充分融合,接头拉伸强度不低于管材本体强度的 80%。陕西野外施工热熔焊接机制造商