商机详情 -
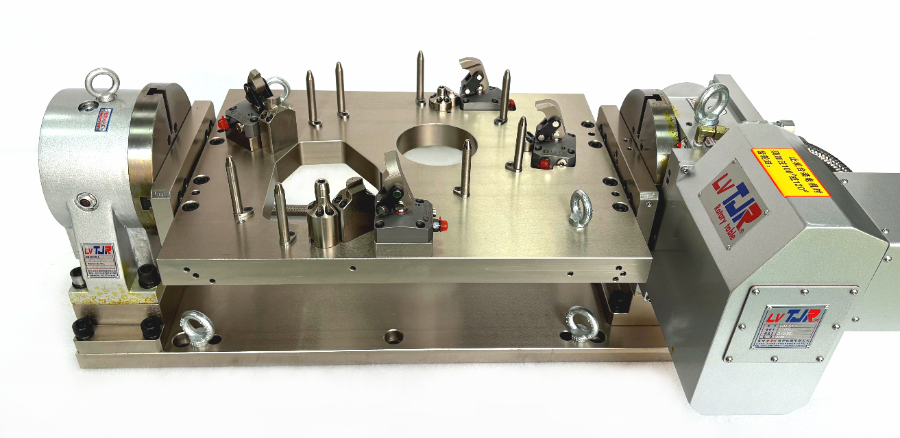
襄阳自动拧紧夹具工作原理
通用型手动夹具,这类夹具在设计上以作便捷性为关键,整体结构简单直观,无需复杂的电力或液压辅助系统,只通过手动调节夹板、螺栓等部件就能完成工件的固定与拆卸。日常维护过程中,无需专业技术人员,操作人员通过基础培训就能完成清洁、部件更换等工作,大幅降低了维护门槛与成本。从适用场景来看,它非常适合小型机械厂的零散加工需求,比如五金配件的表面打磨、小型轴类零件的切断与倒角,以及简单板件的钻孔作业等。在面对多规格、小批量的加工任务时,无需为每种工件单独定制专门的夹具,只需根据工件尺寸微调夹持部件,就能快速适配加工需求,帮助企业有效控制设备初期投入与后续的夹具管理成本,尤其适合资金有限、生产规模较小的加工企业。小型便携式夹具,轻巧灵活,方便携带至各类现场,满足临时加工需求。襄阳自动拧紧夹具工作原理
在现代精密制造领域,夹具是保障加工精度的“隐形手”,其设计与应用直接决定产品质量稳定性。不同于通用工装,专业夹具能根据工件结构特性,通过定位销、夹紧装置等组件构建精确定位系统,将误差控制在微米级,尤其在航空航天零部件加工中,可避免因人工装夹偏差导致的报废风险。同时,夹具的模块化设计正成为行业趋势。通过更换不同定位模块,一套夹具可适配多种规格工件,大幅缩短换产时间。例如汽车零部件生产线中,模块化夹具能实现发动机缸体、变速箱壳体等不同工件的快速切换,使生产线柔性提升40%以上。此外,智能夹具还可集成传感器,实时监测夹紧力与定位状态,一旦出现异常立即触发警报,为自动化生产线筑牢质量防线,成为智能制造中不可或缺的关键环节。铜川智能电动夹具厂家供应固持件适配不同机床,无需为设备单独定制,降低企业的成本。
夹具在自动化生产线中的适配性设计尤为关键,需与机械臂、输送系统的动作节奏精确匹配。在汽车焊接生产线中,夹具需在机械臂到达前完成工件的定位夹紧,待焊接完成后又要快速松开工件,配合输送线将工件转运至下一工位,整个过程需控制在几秒内,这就要求夹具的动力系统响应迅速。此外,夹具还需具备防呆设计,若工件未正确放置,夹具的传感器会立即发出信号,暂停生产线运行,避免因工件错位导致的焊接缺陷,保障自动化生产的连续性和安全性。
夹具在提升产品一致性方面发挥着关键作用。批量生产中,若每个工件的定位、加工条件存在差异,成品的尺寸、质量就会出现波动,影响产品口碑与市场竞争力。而夹具通过标准化的定位方式,确保每一个工件都处于相同的加工位置、受力状态,让后续的切削、焊接、装配等工序能保持一致的操作标准。比如在汽车零件生产中,同一批次的零件通过同一夹具定位加工,成品的尺寸偏差可控制在极小范围内,确保后续装配时能精细对接;在电子元件生产中,夹具的稳定定位能保证每个元件的焊接点位置一致,提升产品的电气性能稳定性。这种一致性不*降低了后续检测、筛选的工作量,还能提升客户对产品质量的信任度。创新型夹具采用新型结构,减少对工件表面的损伤,保护工件外观质量。
夹具在机械加工中的作用至关重要。当机床对工件进行切削、铣削、钻孔等操作时,刀具与工件的相对位置必须保持精细,一旦工件出现轻微移位,就可能导致加工尺寸偏差,甚至使工件直接报废。而夹具能将工件稳定固定在机床工作台面,确保工件始终处于预设的加工位置,让刀具的每一次操作都精细可控。同时,它还能替代人工定位,传统人工定位依赖作人员的经验,精度难以保证,而夹具通过标准化的结构,提升批量加工的产品一致性。此外,部分夹具可与机床的数控程序联动,实现自动夹紧、松开,配合自动化生产线使用,减少人工干预,进一步提升加工速率。夹具凭借多工位设计,实现一次装夹多工序加工,有效减少换夹时间,提高生产节奏。长沙零点定位夹具定做
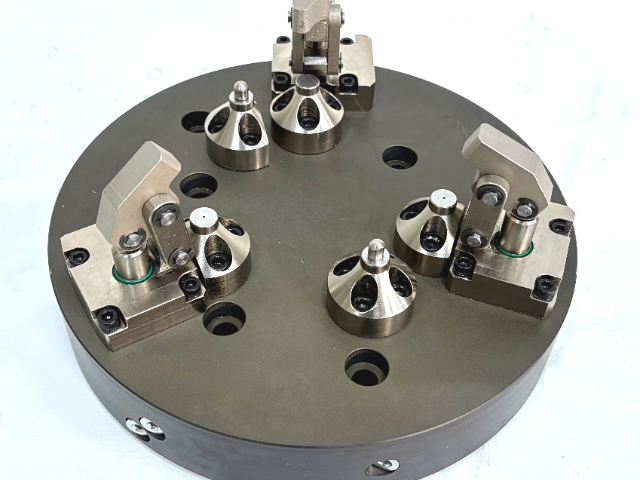
精巧设计的夹具,适配不同工件轮廓,快速装夹,为高效生产 “保驾护航”。襄阳自动拧紧夹具工作原理
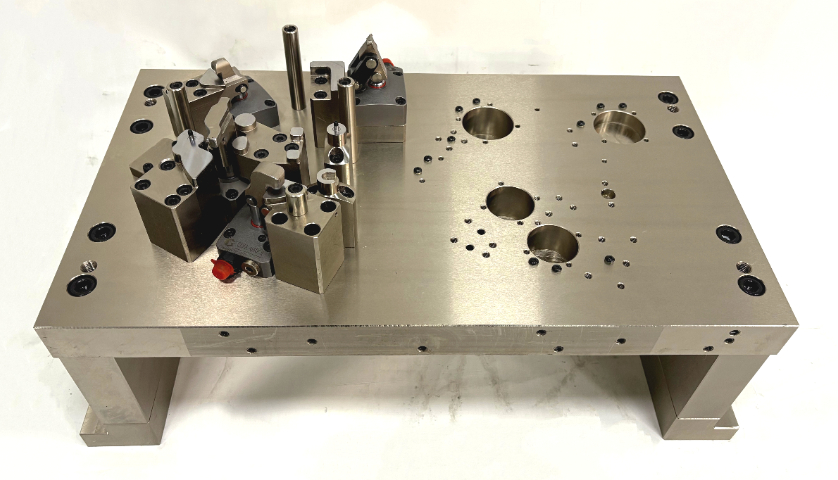
液压夹具以液压油为动力传递介质,通过液压泵产生压力驱动夹紧元件动作,具备夹紧力大、稳定性强的优势,适合加工大型、重型工件。液压夹具的夹紧力通常可达数千牛,能牢牢固定重量较大的工件,如机床床身、大型齿轮等,满足强度高的加工需求。同时,液压系统的压力调节范围广,可根据工件材质和加工工艺灵活调整夹紧力,避免因夹紧力过大导致工件变形。在重型机械加工中,如大型轧钢机辊轴的加工,液压夹具能通过多个液压油缸同步夹紧工件,确保工件在高速旋转加工时始终保持稳定,有效提升加工精度,减少因工件晃动导致的刀具磨损,延长刀具使用寿命。襄阳自动拧紧夹具工作原理