商机详情 -
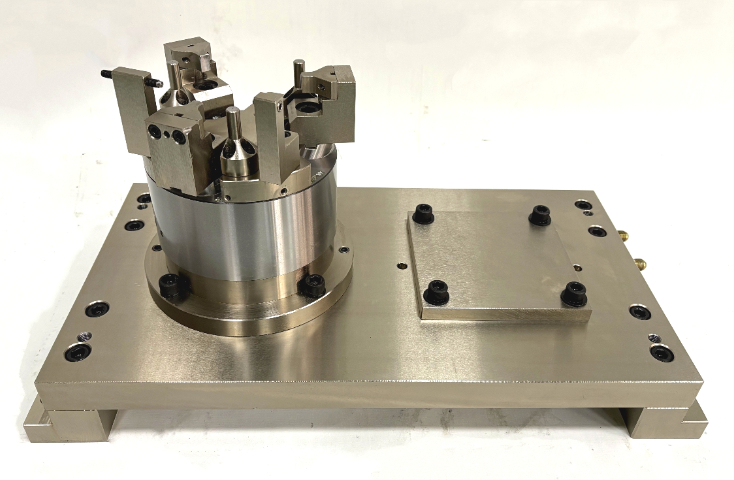
佛山测试夹具设计
夹具与刀具是加工过程中的一对 “舞伴”,它们的协同优化能产生 1+1>2 的效果。在设计夹具时,必须充分了解刀具的长度、直径和悬伸量,以确定夹具的避空高度和位置。例如,使用热缩刀柄可以缩短刀具长度,从而允许夹具设计得更高,增加刚性。反之,合理的夹具设计可以允许使用更短、更粗的刀具,提高加工稳定性。在深孔加工中,夹具的导向套必须与钻头精确对中,否则会导致钻头折断。此外,通过仿真软件,将夹具模型与刀具路径进行碰撞检测,是现代工艺规划的标准步骤。只有夹具与刀具完美配合,才能在保证安全的前提下,实现高效的切削。夹具运行过程中振动微弱,有效避免因振动影响加工精度。佛山测试夹具设计
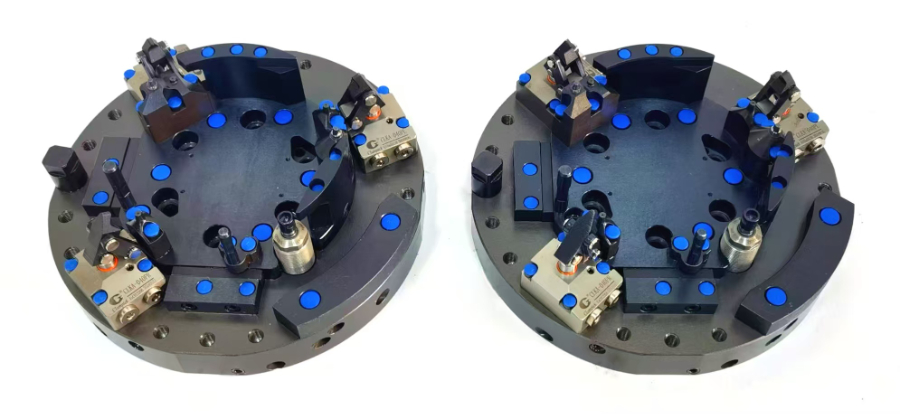
手动精密夹具以人工调节为操作方式,凭借结构紧凑、操作灵活的特点,在小批量精密加工、样品试制以及个性化定制加工场景中发挥重要作用。其设计注重操作便捷性与定位精确度的平衡,通过螺旋传动、杠杆传动等精密传动机构,实现对夹紧力与定位位置的精细调节,操作人员可根据工件的具体特性与加工要求,灵活调整装夹参数,确保装夹的适配性与可靠性。该类夹具的定位元件采用高精度加工工艺制造,定位基准精确,能够为工件提供稳定的定位支撑,有效保障加工过程中的位置精度。佛山车削夹具定做没有夹具的精确定位,昂贵的数控机床也无法加工出合格的产品。
针对薄板、非金属材料或不便于使用机械夹紧的特殊工件,真空夹具和磁力夹具发挥着独特的作用。真空吸盘利用大气压力将工件吸附在密封表面,特别适合铝基板、陶瓷、塑料以及薄壁不锈钢板的加工。它提供了均匀分布的夹紧力,有效防止了薄板在切削过程中的翘曲变形,同时也不遮挡工件表面,便于进行型腔加工。磁力夹具则利用永磁体或电磁线圈产生的磁场,通过导磁块吸住钢铁类工件。电永磁吸盘更是结合了电磁和永磁的优点,通电充退磁,断电后仍保持强大吸力,既节能又安全。这些非接触式或面接触式的夹紧方式,不*解决了异形件的装夹难题,还明显提高了装夹效率,是精密磨削和精密铣削领域的重要技术手段。
良好的维护保养是延长夹具使用寿命、保证其性能稳定的关键。日常维护需做到定期清洁夹具表面的切屑、油污和灰尘,避免杂质影响定位精度和夹紧效果;检查定位元件、夹紧机构等易损部件的磨损情况,及时更换老化或损坏的零件;对运动部件进行定期润滑,选用合适的润滑油,减少摩擦损耗,防止卡滞现象发生。常见的夹具故障包括定位精度下降、夹紧力不足、夹紧机构卡滞等,排查时需先分析故障原因,若定位精度下降可能是定位元件磨损或夹具本体变形导致,夹紧力不足可能是气动 / 液压系统压力不够或密封件泄漏造成,针对不同故障采取对应的维修措施,确保夹具快速恢复正常使用。焊接夹具需要具备耐热性,在高温变形下依然保持各部件位置准确。
液压夹具系统是现代数控机床的标配,其关键在于利用帕斯卡原理,将液压能转化为机械能。系统通常由泵站、电磁阀、管路和夹具本体上的油缸组成。液压夹具的优势在于其强大的增力机构,只需很小的液压输入,就能产生数吨甚至数十吨的夹紧力,足以应对恶劣的强力切削工况。而且,液压夹紧具有极好的刚性,夹紧力在整个加工过程中保持恒定,不会像手动夹紧那样随着振动而松动。在设计液压夹具时,油路的布局是一门艺术,既要保证密封性,又要便于维护。集成式油路块的使用,减少了外部管路,使夹具外观整洁,也降低了漏油风险。此外,液压夹具还可以轻松实现多工位同时夹紧,让复杂的装夹动作一键完成,极大地提升了生产节拍。夹具密封性能优良,防潮防尘,能适应多种恶劣作业环境。绵阳伺服电机夹具报价
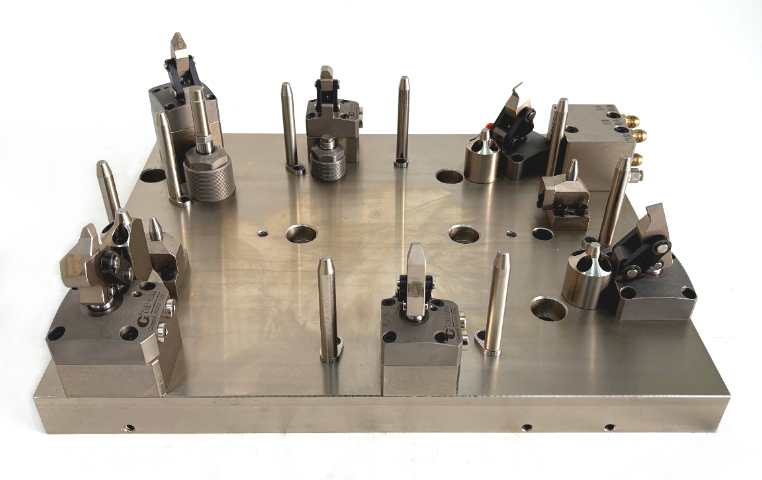
夹具适配恶劣工况,结构强度可靠,在复杂环境中稳定作业。佛山测试夹具设计
即使是精密的夹具,如果缺乏维护,其精度也会迅速丧失。建立一套完善的夹具维护保养策略至关重要。日常维护主要包括清洁和润滑。每次加工完成后,必须彻底解决定位面上的铁屑、油污和冷却液残留,防止硬质颗粒划伤定位面。关键的滑动副和螺纹副需要定期涂抹耐高温、耐高压的润滑脂,以减少磨损并防止生锈。定期检查是预防性维护的关键,需要检查定位销是否磨损、压板是否变形、液压管路是否渗漏、气缸动作是否顺畅。对于长期闲置的夹具,应涂抹防锈油并放置在干燥处。一旦发现精度超差,应及时送修或更换磨损元件。良好的维护习惯,不*能延长夹具的使用寿命,更能确保其日复一日地提供稳定的加工精度。佛山测试夹具设计