商机详情 -
南京市发动机链轮生产厂家
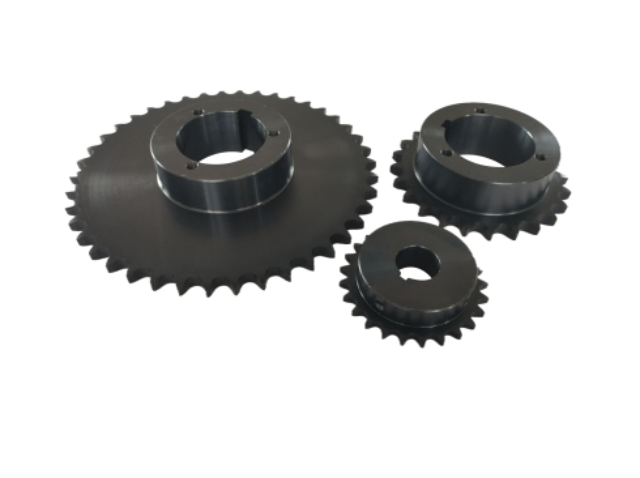
齿形链轮是与齿形链(无声链)啮合的链轮,其齿槽呈直线型或折线型,通过齿侧与链节侧面接触传递动力,是链传动的一种特定形式。与滚子链链轮的圆弧齿槽不同,齿形链轮的齿廓由两侧直线齿面组成,齿面与链节侧面为线接触,接触面积更大且受力均匀。链轮齿数通常为 17-100 齿,齿距与齿形链节距严格匹配(误差需控制在 0.02mm 以内),确保啮合精细。其结构包括轮缘(带齿部分)、轮毂(与轴连接)和轮辐,轮缘端面设有定位台阶,保证安装时的轴向精度。齿形链轮需通过特用刀具加工齿形,齿面粗糙度控制在 Ra1.6μm 以下,避免磨损链节,是实现低噪声链传动的重心部件。链轮传动比固定,不受载荷变化影响。南京市发动机链轮生产厂家
B 型链轮的规格参数需严格遵循链条标准,重心参数包括节距、齿数、滚子直径、齿顶圆直径等。节距与配套链条一致,常见规格有 12.7mm(08B)、15.875mm(10B)、19.05mm(12B)等,需与链条滚子尺寸匹配(如 08B 链条滚子直径为 7.94mm,对应 B 型链轮齿槽底部直径需适配)。齿数范围通常为 9~120 齿,小齿数(9~17 齿)适用于增速传动,大齿数(50~120 齿)适合减速场景,且齿数需优先选择奇数,以避免链条与链轮齿的周期性重合磨损。齿顶圆直径计算公式为:da = p×(0.54 + cot (π/z)),其中 p 为节距,z 为齿数,计算精度需控制在 ±0.1mm 以内。此外,轮毂孔径需与轴径配合(通常为 H7/js6 过渡配合),键槽按 GB/T 1095 标准设计,宽度公差为 h9,确保动力传递稳定。深圳市正时链轮批发链轮在压缩机中,连接电机与压缩机构传动。

非标链轮的加工工艺需根据材料与精度要求制定,重心工序包括毛坯制造、齿形加工、热处理及表面处理。毛坯多采用锻造(重载链轮)或铸造(中等负载),锻造可消除内部疏松,提升材料致密度,锻造比需≥2.5;铸造适用于结构复杂的轮毂,采用树脂砂造型,保证尺寸公差≤±0.5mm。齿形加工常用铣削、滚齿或插齿,高精度链轮需后续磨削(公差等级 6~7 级),齿面粗糙度 Ra≤1.6μm,确保与链条啮合顺畅。热处理工艺根据材料调整,45 钢采用调质处理,20CrMnTi 需渗碳淬火(渗碳层深度 0.8~1.2mm),不锈钢则进行固溶处理(1050~1100℃水冷)。表面处理可选磷化、镀锌或喷塑,其中磷化处理可提高耐磨性,盐雾试验达 48 小时以上;喷塑适用于装饰性需求,涂层厚度 60~100μm,附着力≥5N/cm。
不同齿形链轮的性能差异明显,需根据工况针对性选择。渐开线齿形链轮传动效率高(96%~98%),但加工复杂,适合精密机械(如数控机床);修正摆线齿形抗冲击性强(可承受 1.2 倍额定载荷),加工成本低,多用于矿山机械。圆弧齿形链轮接触应力小(比渐开线低 15%~20%),但传动比波动略大(±1%),适用于低速重载场景(<500r/min)。此外,齿根过渡圆角的大小直接影响疲劳寿命,圆角半径为 0.08~0.1 倍节距时,寿命可延长 30%,而过小的圆角易导致齿根断裂,这在高频启动的传动系统(如电梯曳引机)中尤为关键。链轮在船舶机械中,适应海洋潮湿环境传动。

矿用链轮的应用场景集中在矿山输送和牵引设备,不同设备对链轮要求不同。刮板输送机链轮是较典型应用,与刮板链啮合带动刮板输送原煤,需承受刮板与槽体的摩擦阻力,链轮齿数多为 8-14 齿,齿形需与刮板链链环匹配。带式输送机驱动链轮通过与输送带内的链条啮合提供动力,直径较大(通常 500-1500mm),齿宽与输送带宽度匹配。掘进机牵引链轮带动履带或牵引链行走,需适应凹凸不平的巷道地面,链轮齿面需耐冲击,常设置防滑齿纹。此外,提升机、破碎机等设备也需矿用链轮,均需根据具体载荷和环境进行定制设计。链轮传动能适应恶劣环境,如粉尘、潮湿等。西安市标准链轮定制
链轮在水泵机组中,连接电机与水泵叶轮轴。南京市发动机链轮生产厂家
升降链轮的结构特点以较强度和安全性为重心,适配垂直载荷传递需求。齿槽底部设有弧形过渡面,与链条滚子接触面贴合度达 90% 以上,分散接触应力(接触应力控制在 600-800MPa)。轮缘采用整体锻造工艺,无焊接或拼接结构,抗拉强度≥600MPa,避免断裂风险。轮毂内孔与轴的配合为过盈配合(H7/s6),过盈量 0.02-0.05mm,确保高速起升时无松动。部分链轮侧面设有定位挡板,防止链条轴向偏移,挡板高度为链条宽度的 1/3,既不影响啮合又能起到导向作用。此外,链轮表面多做镀锌或喷漆处理,提升抗锈蚀能力,适应潮湿的工业环境。南京市发动机链轮生产厂家