商机详情 -
河南自动毛绒玩具打包机定制
真空压缩打包机的压缩力需根据物品材质与形态精细调节,既要实现体积减少,又要避免物品损坏,在于 “分段调节 + 柔性缓冲”。压缩力调节范围通常为 2-5MPa,通过 PLC 与液压阀组(或气动电磁阀)协同控制:对于蓬松且弹性好的物品(如 PP 棉玩具、羽绒被),采用 “低压预压 + 逐步增压” 模式,先施加 2-3MPa 压力预压 5 秒,排出部分空气后,再逐步增压至 3-5MPa,防止瞬间高压导致毛绒结块或羽绒分布不均;对于弹性差且易变形的物品(如折叠服装、布艺家纺),压缩力控制在 2-3MPa,压缩时间缩短至 5-10 秒,避免面料产生不可逆褶皱。物品保护还需通过结构设计实现:压缩板表面覆盖 5-10mm 厚的硅胶垫,增加摩擦力的同时缓冲压力,减少物品表面划伤;打包腔内设置限位装置,限定压缩板比较低位置,防止过度压缩(如毛绒玩具压缩后厚度不低于原厚度的 20%);部分机型配备压力传感器,实时监测压缩力变化,若出现压力骤增(如物品内混入硬物),立即停止压缩并报警,保护物品与设备。实际操作中,需通过试压缩确定比较好参数:先设定较低压缩力,观察打包后物品形态与体积,若体积过大则逐步增压,直至体积满足需求且物品无损坏,记录参数作为标准工艺。嘉泰利打包机加热温度可调,适配不同材质打包带粘合需求。河南自动毛绒玩具打包机定制

柔性自动化,针对多品种、小批量生产需求,打包机具备快速换产能力,通过 “参数快速调用 + 模具快速更换” 实现:参数方面,PLC 存储 100-1000 组工艺参数,换产时调用对应参数(如从玩具 A 切换到玩具 B,需 1 分钟);模具方面,打包腔模具采用模块化设计,更换模具时间从 30 分钟缩短至 5-10 分钟,适配不同尺寸、形状的物品(如从打包小型玩具切换到大型抱枕)。三是集成自动化,打包机与前道工序(如充棉机、裁断机)、后道工序(如金属检测机、X 光检测机)联动,形成智能生产线:前道工序完成后,通过传感器触发打包机启动;打包完成后,产品自动进入检测工序,检测合格后进入仓储,不合格则剔除,实现生产 - 打包 - 检测 - 仓储的无缝衔接,提升整体生产效率。河南自动毛绒玩具打包机定制搭载微电脑控制系统的真空压缩打包机,配备液晶显示屏,操作流程相对简便。
15MPa),适合轻型压缩;柱塞泵压力高(15-50MPa),适合重型压缩,泵的排量需与压缩速度匹配(通常 10-50mL/r),排量越大,压缩速度越快。二是液压缸,执行压缩动作,由缸筒、活塞杆、密封件组成,缸筒内径根据压缩力需求设计(50-200mm),活塞杆材质为 45# 钢镀铬(硬度 HRC50-55),耐磨且防锈;密封件采用聚氨酯或丁腈橡胶材质,需耐受高压(≥50MPa)与油温(≤80℃),防止液压油泄漏。三是液压阀组,控制液压油的方向、压力与流量,包括换向阀(控制液压缸升降)、溢流阀(设定系统比较高压力,防止过载)、节流阀(调节液压缸速度),阀组需具备良好的密封性与耐污染性,避免杂质导致阀芯卡滞。四是油箱与冷却系统,油箱容积为液压泵排量的 5-10 倍(如泵排量 20mL/r,油箱容积 100-200L),用于储存液压油并散热;冷却系统(风冷或水冷)用于控制油温(正常工作温度 30-60℃),油温过高会导致液压油黏度下降、密封件老化,风冷适用于小型系统(散热功率 500-1500W),水冷适用于大型系统(散热功率 1500-5000W)。
真空压缩打包机的能耗优化可降低长期运行成本,通过 “参数调整、组件升级、操作优化” 实现,目标是减少不必要的能源消耗。参数调整方面,真空度与压缩力按需设定,普通物品无需高真空(-0.08MPa 即可),轻型物品压缩力控制在 2-3MPa,避免过度能耗;抽真空时间根据真空度自动停止,达到设定值后立即关闭真空泵,减少空转;热封温度与时间精细匹配打包袋材质,避免温度过高或时间过长导致能耗增加。组件升级方面,真空泵更换为节能型号,如旋片式换为变频旋片式,能耗降低 15%-20%;液压泵选用变量泵,根据负载自动调整排量,无负载时能耗减少 30%;电机更换为永磁同步电机,比异步电机节能 5%-10%;设备加装节能控制器,闲置 5-10 分钟后自动进入待机模式,能耗降至正常运行的 5%-10%。操作优化方面,批量打包时集中处理,减少设备启停次数(启停一次能耗相当于运行 1-2 分钟);合理安排生产计划,避开用电高峰期(如工业峰谷电价差异大时,优先在谷期运行);操作人员培训正确参数设置,避免因参数不当导致重复打包,增加能耗。通过综合优化,真空压缩打包机的能耗可降低 10%-30%,长期来看能为企业节省可观成本,同时符合绿色生产理念。打包机可与节能空压机协同,保障设备运行过程中的气压稳定。
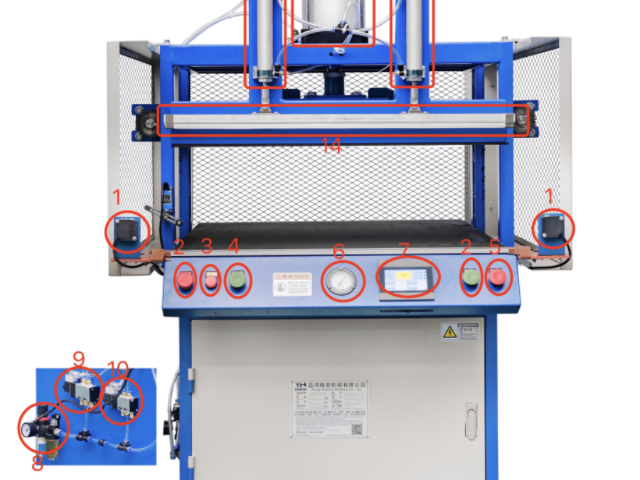
日常维护(每日开机前、运行中、关机后)要点包括:开机前检查,一是电源与安全装置,检查电源电压是否正常(220V±5%、380V±5%),急停按钮、安全门联锁是否有效(按下急停按钮,设备应无动作;安全门打开,设备无法启动);二是油液与气源,液压机型检查液压油油位(需在油箱刻度线之间)与油色(正常为淡黄色,发黑需更换),气动机型检查空压机压力(0.6-0.8MPa)与气管是否泄漏;三是运动部件,检查压缩板、输送带是否有异物(如布料、打包袋碎片),清理异物防止卡滞;四是热封系统,检查热封条表面是否有污垢(如打包袋残留),用酒精擦拭干净,避免影响热封效果。玩具生产旺季用嘉泰利打包机,24 小时连续运转无压力。河北PE打包机
真空压缩打包机的故障提示清晰,通过液晶显示屏就能快速判断故障类型。河南自动毛绒玩具打包机定制
打包机在长期运行中可能出现 “压缩力不足、真空度不达标、热封不牢、设备无法启动” 等常见故障,需掌握科学的排除方法,快速恢复设备运行,减少停机损失。压缩力不足是液压与气动打包机共有的故障,液压机型故障原因包括:一是液压油不足或黏度异常(油位低于油箱 2/3,或油液因高温变稀),需补充液压油至标准油位,更换符合规格的抗磨液压油;二是液压泵磨损(叶片泵叶片磨损、柱塞泵柱塞磨损),导致压力无法建立,需拆卸泵体检查,磨损超 0.1mm 需更换泵;三是溢流阀故障(阀芯卡滞、弹簧疲劳),无法设定正常压力,需清洗阀芯或更换弹簧;四是液压缸密封件泄漏,液压油从密封处泄漏,导致压力下降,需更换密封件(聚氨酯或丁腈橡胶材质)。气动机型压缩力不足原因包括:一是空压机压力不足(未达到设定压力 0.6-0.8MPa),需检查空压机是否正常运行,调整压力至标准值;二是气管泄漏(接头松动、气管破损),压缩空气流失,需检查气管接头并紧固,更换破损气管;三是气缸密封件磨损,压缩空气泄漏,需更换气缸密封件。河南自动毛绒玩具打包机定制